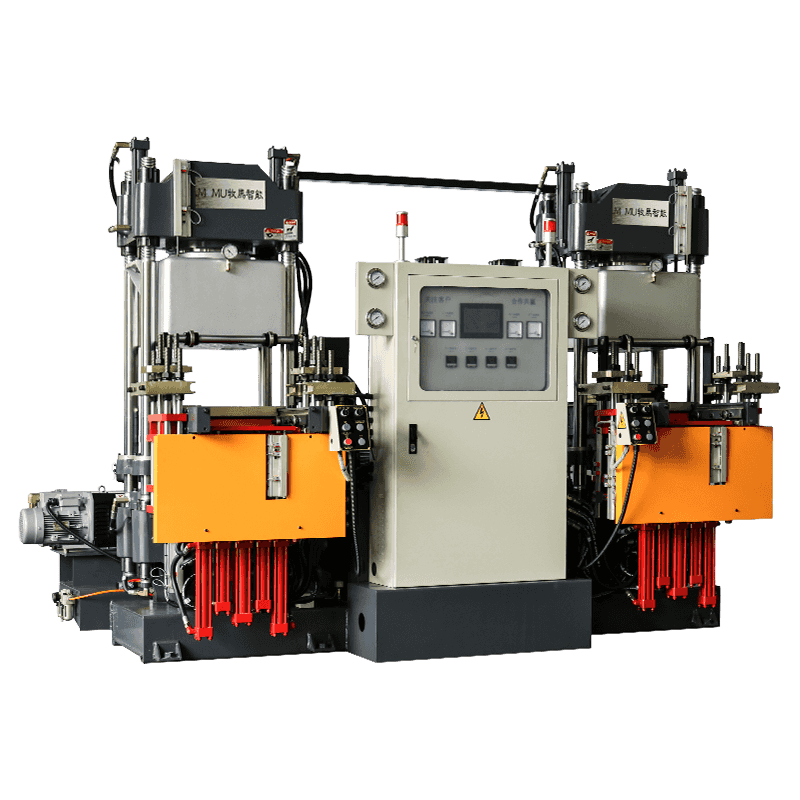
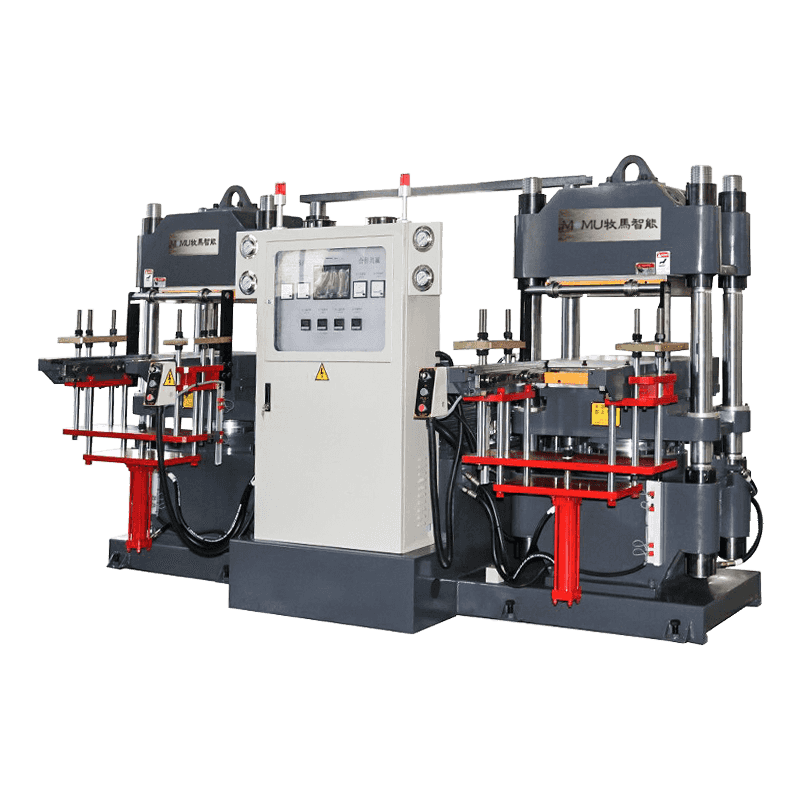
Apa Itu Mesin Pemvulkan Getah Vakum
A mesin pemvulkan getah vakum ialah sistem penekan industri yang menggabungkan haba, tekanan, dan persekitaran vakum terkawal untuk menyembuhkan sebatian getah ke dalam bentuk terakhir dan tahan lama. Pemvulkanan ialah proses kimia di mana getah mentah atau terkompaun dirangkai silang melalui haba dan agen pengawetan - lazimnya sulfur atau peroksida - mengubah bahan lembut, lentur menjadi produk yang kuat, elastik dan stabil dari segi haba. Penambahan vakum pada proses ini adalah yang membezakan mesin ini daripada penekan getah standard: dengan mengosongkan udara dan gas meruap dari rongga acuan sebelum dan semasa pengawetan, mesin menghilangkan keliangan, perangkap udara, dan kecacatan lompang yang sebaliknya akan menjejaskan integriti struktur dan kualiti permukaan bahagian getah siap.
Teknologi ini digunakan secara meluas di seluruh industri di mana komponen getah mesti memenuhi piawaian yang tepat untuk keseragaman ketumpatan, kemasan permukaan, ketepatan dimensi dan prestasi mekanikal. Daripada pengedap automotif dan gasket aeroangkasa kepada bahagian silikon gred perubatan dan diafragma industri ketepatan, mesin pemvulkanan vakum menghasilkan barangan getah yang kaedah penekan panas standard tidak dapat dipadankan dengan kualiti yang konsisten atau bebas kecacatan.
Bagaimana Proses Pemvulkanan Vakum Berfungsi
Kitaran pengendalian mesin pemvulkan getah vakum mengikuti set peringkat yang disusun dengan teliti, setiap satu memainkan peranan penting dalam mencapai penawar tanpa kecacatan. Memahami jujukan ini membantu pengendali dan jurutera mengoptimumkan parameter proses untuk sebatian getah dan geometri acuan tertentu.
Pemuatan Acuan dan Penutupan Awal
Proses ini bermula dengan meletakkan sebatian getah yang tidak diawet — sama ada sebagai prabentuk, kepingan atau pukulan yang dihantar suntikan — ke dalam rongga acuan. Acuan kemudiannya ditutup kepada tekanan awal yang menahan getah pada kedudukannya tanpa menggunakan daya pengawetan penuh. Pada peringkat ini, acuan tidak dimeterai sepenuhnya, dan sistem vakum belum lagi diaktifkan.
Pemindahan Vakum
Sebaik sahaja acuan mencapai kedudukan tertutup awalnya, pam vakum mengaktifkan dan menarik udara keluar dari rongga acuan melalui saluran pemindahan khusus yang dimesin ke dalam acuan atau plat. Tahap vakum sasaran biasanya berjulat dari -0.08 MPa hingga -0.098 MPa (kira-kira 95–99% vakum), dan fasa pemindahan berlangsung antara 15 dan 90 saat bergantung pada isipadu acuan dan jenis kompaun. Langkah ini mengeluarkan udara terlarut dalam sebatian getah, membersihkan lembapan dan menghapuskan produk sampingan yang tidak menentu yang sebaliknya akan membentuk buih atau lompang semasa pengawetan.
Aplikasi Tekanan Penuh dan Pengawetan
Dengan vakum dikekalkan, penekan menggunakan tekanan pengapit penuh — biasanya antara 10 dan 25 MPa bergantung pada spesifikasi produk — manakala plat yang dipanaskan membawa acuan ke suhu pengawetan sasaran, biasanya antara 150°C dan 200°C untuk kebanyakan sebatian yang diawetkan dengan sulfur. Gabungan haba dan tekanan memulakan dan memacu tindak balas silang silang dalam matriks getah. Masa penyembuhan berbeza dari beberapa minit untuk bahagian nipis hingga lebih sejam untuk bahagian tebal atau kompleks. Sepanjang fasa ini, vakum terus menyekat sebarang penghijrahan gas sisa.

Pelepasan Tekanan dan Penunjukan
Setelah kitaran penyembuhan selesai, akhbar mengeluarkan tekanan pengapit, vakum dibuang, dan acuan dibuka. Bahagian getah yang telah diawet ditanggalkan — biasanya dibantu oleh pin ejektor atau udara termampat — dan menjalani pemeriksaan selepas sembuh. Pemangkasan kilat, jika perlu, dilakukan sebelum bahagian itu meneruskan kawalan kualiti dan pembungkusan.
Kelebihan Teras Pemvulkanan Vakum Berbanding Kaedah Tekan Panas Standard
Persekitaran vakum secara asasnya mengubah hasil kualiti pengawetan getah. Pengilang yang beralih daripada pemvulkanan hot-press konvensional kepada sistem bantuan vakum secara konsisten melaporkan peningkatan yang boleh diukur merentas pelbagai metrik kualiti dan produktiviti:
- Penghapusan keliangan dan kemasukan udara: Udara yang terperangkap di dalam sebatian getah semasa mencampur dan membentuk menghasilkan lompang yang mengurangkan kekuatan tegangan, rintangan koyak dan kapasiti menahan tekanan. Pemindahan vakum mengeluarkan poket udara ini sebelum ia terkunci ke dalam struktur yang telah sembuh, menghasilkan bahagian dengan ketumpatan yang lebih tinggi dan keseragaman mekanikal.
- Kemasan permukaan yang unggul: Tanpa udara terperangkap pada antara muka permukaan acuan, getah mengalir dengan bersih ke setiap perincian rongga, menghasilkan tepi yang lebih tajam, pembiakan huruf atau tekstur yang lebih bersih, dan kemasan kulit yang licin dan bebas kecacatan yang mengurangkan keperluan kemasan sekunder.
- Kekonsistenan dimensi yang lebih baik: Pengawetan berbantukan vakum memastikan getah memenuhi rongga acuan secara seragam di bawah keadaan terkawal, mengurangkan variasi ketebalan dan serakan dimensi bahagian-ke-bahagian — keperluan kritikal untuk aplikasi pengedap di mana toleransi adalah ketat.
- Prestasi yang lebih baik dengan sebatian sensitif kelembapan: Getah silikon, EPDM, dan sebatian khusus tertentu adalah sensitif kepada pencemaran lembapan semasa pengawetan. Persekitaran vakum menghilangkan lembapan sebelum ia boleh menyebabkan permukaan melepuh, perubahan warna atau penyembuhan yang tidak lengkap di zon yang terjejas.
- Kadar sekerap dan kerja semula dikurangkan: Dengan menghapuskan punca utama kecacatan dalaman dan permukaan, pemvulkanan vakum mengurangkan dengan ketara bahagian bahagian yang gagal diperiksa, mengurangkan sisa bahan dan kos kerja kerja semula.
- Keserasian dengan geometri kompleks: Rongga dalam, dinding nipis, potongan bawah, dan saluran dalaman yang rumit semuanya diisi dengan lebih andal apabila acuan berada di bawah vakum, kerana tiada tekanan udara bersaing yang menentang aliran getah ke kawasan larangan.
Industri dan Aplikasi yang Bergantung pada Mesin Pemvulkan Getah Vakum
Permintaan untuk mesin pemvulkanan vakum merangkumi pelbagai industri, masing-masing dengan keperluan prestasi khusus yang menjadikan proses vakum sama ada sangat diutamakan atau wajib secara teknikal:
| industri | Produk Biasa | Keperluan Utama |
| Automotif | Kedap pintu, gasket, gelang-O, sesendal | Ketepatan dimensi, keliangan sifar |
| Aeroangkasa | Pengedap sistem bahan api, peredam getaran | Struktur bebas kecacatan, kebolehpercayaan yang tinggi |
| Peranti Perubatan | Implan silikon, diafragma, tiub | Ketulenan, kualiti permukaan, biokompatibiliti |
| elektronik | Papan kekunci, penyambung, enkapsulasi | Pembiakan terperinci yang halus, konsistensi |
| Peralatan Perindustrian | Pam diafragma, penggelek, bahagian penghantar | Ketahanan mekanikal, ketumpatan seragam |
| Kasut | Tapak luar getah, komponen tumit | Kemasan permukaan, rintangan lelasan |
| Tenaga / Minyak & Gas | Pengedap tekanan tinggi, pembungkus, lengan | Integriti tekanan, rintangan kimia |
Dalam sektor seperti aeroangkasa dan peranti perubatan, pemvulkanan vakum bukan sekadar keutamaan kualiti — ia adalah keperluan pensijilan. Piawaian kawal selia yang mengawal komponen getah dalam bidang ini mewajibkan struktur dalaman tanpa kecacatan yang hanya boleh dicapai dengan pasti melalui pengawetan berbantukan vakum.
Spesifikasi Teknikal Utama untuk Dinilai Apabila Memilih Mesin
Memilih mesin pemvulkan getah vakum yang betul memerlukan penilaian teliti kedua-dua spesifikasi mekanikal dan kawalan proses. Parameter berikut mempunyai kesan paling langsung terhadap keupayaan pengeluaran dan kualiti produk:
Saiz dan Konfigurasi Platen
Dimensi plat menentukan jejak acuan maksimum yang boleh ditampung oleh mesin. Saiz plat biasa berjulat daripada 300 × 300 mm untuk makmal atau pengeluaran bahagian kecil sehingga 1,200 × 1,200 mm untuk komponen industri yang besar. Konfigurasi berbilang siang — mesin dengan tiga atau lebih aras plat — membenarkan berbilang acuan disembuhkan secara serentak, meningkatkan output dengan ketara bagi setiap kitaran mesin tanpa memerlukan ruang lantai tambahan.
Daya Pengapit
Daya pengapit, dinyatakan dalam kilonewton (kN) atau tan, mestilah mencukupi untuk mengekalkan penutupan acuan penuh terhadap tekanan dalaman yang dijana oleh getah yang mengembang semasa pengawetan. Daya pengapit yang tidak mencukupi mengakibatkan denyar, pertumbuhan berlebihan dimensi, dan kecacatan pemisahan acuan. Daya pengapit biasa berkisar antara 100 kN untuk penekan kecil hingga lebih 10,000 kN untuk sistem perindustrian format besar.
Prestasi Sistem Vakum
Kapasiti pam vakum dan tahap vakum yang boleh dicapai adalah parameter kritikal. Pam berkapasiti tinggi mencapai tahap vakum sasaran dengan lebih cepat, mengurangkan masa kitaran. Tahap vakum harus boleh disahkan melalui tolok yang ditentukur dengan keupayaan pengelogan data, terutamanya bagi pengeluar yang menghasilkan standard kualiti aeroangkasa atau perubatan yang memerlukan rekod proses yang didokumenkan untuk setiap lot pengeluaran.
Keseragaman Suhu Merentasi Platen
Perubahan suhu merentasi permukaan plat secara langsung menyebabkan kadar penyembuhan tidak sekata dalam acuan. Amalan terbaik industri memerlukan keseragaman suhu dalam ±2°C di seluruh kawasan plat. Mesin yang dilengkapi dengan elemen pemanasan berzon bebas dan pengawal suhu PID gelung tertutup mengekalkan keseragaman yang lebih ketat daripada sistem zon tunggal, dan spesifikasi ini harus disahkan dengan data ukuran sebenar yang disediakan oleh pengilang.
Sistem Kawalan dan Pengelogan Data
Mesin pemvulkanan vakum moden dilengkapi dengan pengawal logik boleh atur cara (PLC) dan antara muka mesin manusia (HMI) skrin sentuh yang membolehkan pengendali menyimpan berbilang resipi penawar, menetapkan profil tekanan dan suhu berbilang peringkat serta memantau parameter proses dalam masa nyata. Keupayaan pengelogan data — suhu rakaman, tekanan, tahap vakum dan masa kitaran untuk setiap pengeluaran pengeluaran — semakin diperlukan oleh sistem pengurusan kualiti yang beroperasi di bawah piawaian ISO atau IATF.
Sebatian Getah Biasa Diproses dan Keperluan Khususnya
Sebatian getah yang berbeza berkelakuan berbeza di bawah keadaan pemvulkanan vakum, dan parameter proses mesin mesti dilaraskan dengan sewajarnya. Bahan yang paling kerap diproses termasuk:
- Getah Asli (NR): Memerlukan suhu penyembuhan sederhana (150–160°C) dan mendapat manfaat yang ketara daripada vakum kerana kecenderungannya untuk menyerap lembapan atmosfera semasa penyimpanan kompaun. Pemindahan vakum menghalang permukaan melepuh yang disebabkan oleh pelepasan wap semasa pengawetan.
- Getah Silikon (VMQ/LSR): Silikon sangat sensitif terhadap pencemaran dan kelembapan. Pengawetan vakum pada asasnya adalah amalan standard untuk bahagian silikon perubatan dan gred makanan, di mana sebarang keliangan atau kecacatan permukaan tidak boleh diterima. Suhu penawar biasanya berkisar antara 160°C hingga 200°C.
- EPDM: Digunakan secara meluas dalam pengedap cuaca automotif dan membran bumbung, sebatian EPDM mengeluarkan produk sampingan yang meruap semasa penyembuhan yang mencipta lompang dalaman tanpa bantuan vakum. Pemindahan vakum adalah standard untuk komponen pengedap EPDM berprestasi tinggi.
- Getah Nitril (NBR): Digunakan secara meluas dalam pengedap tahan minyak dan cincin O, NBR mendapat manfaat daripada pemprosesan vakum apabila menghasilkan bahagian untuk sistem hidraulik dan pneumatik di mana struktur bebas lompang dalaman adalah penting untuk integriti tekanan.
- Getah Fluorokarbon (FKM/Viton): Kompaun pengedap berprestasi tinggi untuk persekitaran kimia dan suhu yang melampau. FKM mahal, menjadikan kadar kecacatan dalam pemprosesan bukan vakum menjadi kebimbangan kos yang ketara. Pemvulkanan vakum mengurangkan kadar sekerap dengan ketara untuk bahan ini.
Amalan Penyelenggaraan Yang Melindungi Prestasi Mesin dan Umur Panjang
Mesin pemvulkan getah vakum mewakili pelaburan modal yang besar, dan penyelenggaraan pencegahan yang konsisten adalah penting untuk melindungi pelaburan tersebut dan mengekalkan kualiti pengeluaran sepanjang hayat operasi mesin. Amalan penyelenggaraan berikut dianggap sebagai standard industri:
- Servis pam vakum: Pam vakum adalah komponen yang paling intensif penyelenggaraan. Pam ram berputar bertutup minyak memerlukan pertukaran minyak pada selang waktu yang ditentukan oleh pengilang - biasanya setiap 500 hingga 1,000 jam operasi - dan keadaan minyak harus diperiksa secara visual setiap hari. Minyak pam yang tercemar mengurangkan tahap vakum yang boleh dicapai dan meningkatkan kehausan pam.
- Penentukuran suhu plat: Suhu permukaan plat hendaklah disahkan terhadap termokopel rujukan yang ditentukur sekurang-kurangnya setiap suku tahun. Hanyutan suhu yang disebabkan oleh penuaan elemen pemanasan atau degradasi termokopel secara langsung menjejaskan kualiti penawar dan boleh tidak dapat dikesan tanpa pemeriksaan penentukuran yang sistematik.
- Pemeriksaan sistem hidraulik: Periksa tahap dan keadaan bendalir hidraulik setiap bulan. Periksa hos, kelengkapan, dan pengedap silinder untuk kebocoran pada setiap permulaan syif. Tekanan hidraulik hendaklah disahkan terhadap spesifikasi dinilai mesin setiap suku tahun menggunakan tolok bebas.
- Talian vakum dan keutuhan meterai: Periksa semua garisan vakum, kelengkapan dan alur pengedap acuan untuk mengesan keretakan, timbunan serpihan getah atau degradasi pengedap. Malah kebocoran vakum kecil dengan ketara mengurangkan tahap vakum yang boleh dicapai dan menjejaskan konsistensi proses.
- Pelinciran lajur plat dan panduan: Sapukan pelincir khusus pengeluar untuk memandu tiang, palang pengikat dan permukaan gelongsor plat pada selang waktu yang disyorkan untuk mengelakkan pedih, pergerakan plat tidak sekata dan haus pramatang pada komponen mesin ketepatan.
Mewujudkan jadual penyelenggaraan pencegahan yang didokumenkan — dengan rekod penyiapan yang ditandatangani untuk setiap tugasan — amat disyorkan untuk pengilang yang beroperasi di bawah ISO 9001, IATF 16949, atau rangka kerja pengurusan kualiti yang setara. Penyelenggaraan yang betul bukan sahaja memanjangkan hayat perkhidmatan mesin tetapi juga memastikan bahawa parameter proses yang direkodkan semasa pengesahan kekal mewakili prestasi mesin sebenar sepanjang kitaran hayat pengeluaran.