Apa Sebenarnya Mesin Pengacuan Khas BMC
Mesin pengacuan khas BMC direka khusus untuk memproses sebatian pengacuan pukal, bahan termoset yang diperbuat daripada resin poliester tak tepu yang diadun dengan gentian kaca, pengisi mineral dan agen pengawetan. Tidak seperti mesin pengacuan suntikan tujuan umum yang dibina untuk termoplastik, mesin BMC mesti mengendalikan sebatian seperti pes atau dempul yang menyembuhkan secara tidak dapat dipulihkan di bawah haba dan tekanan dan bukannya hanya melebur dan memejal semula. Perbezaan kimia asas ini memacu hampir setiap keputusan reka bentuk dalam mesin, daripada geometri skru kepada sistem kawalan suhu acuan.
Mesin ini digunakan secara meluas untuk menghasilkan komponen elektrik seperti perumah pemutus litar, bahagian gear suis, penebat dan badan penyambung, serta bahagian automotif seperti pemantul lampu depan, penutup enjin dan perisai haba. Daya tarikan BMC terletak pada sifat penebat elektrik yang sangat baik, rintangan haba dan kestabilan dimensi, itulah sebabnya pengeluar melabur dalam mesin yang dibina khusus di sekeliling bahan ini dan bukannya menyesuaikan mesin suntikan standard.
Komponen Teras Yang Membezakan Mesin BMC
Unit pemplastikan pada mesin pengacuan khas BMC biasanya menggunakan skru mampatan rendah dengan kedalaman penerbangan yang cetek, kerana sebatian itu tidak perlu dicairkan seperti yang dilakukan oleh pelet plastik. Sebaliknya, tugas skru adalah untuk menyampaikan dan memanaskan bahan secara ringan tanpa menghasilkan haba ricih yang berlebihan, yang boleh mencetuskan pengawetan pramatang di dalam tong itu sendiri. Ricih berlebihan adalah salah satu punca kerosakan skru atau tong yang paling biasa pada mesin ini, jadi kelajuan skru dan tetapan tekanan belakang adalah jauh lebih konservatif daripada penekan termoplastik biasa.
Acuan itu sendiri dipanaskan dan bukannya disejukkan, biasanya pada suhu antara 140°C dan 170°C bergantung pada formulasi resin khusus, kerana pengawetan ialah tindak balas kimia yang diaktifkan haba dan bukannya pemejalan yang didorong oleh penyejukan. Pemanasan biasanya dicapai melalui pemanas kartrij elektrik atau saluran peredaran minyak yang dibina ke dalam plat acuan, dan taburan suhu yang tepat dan sekata merentasi permukaan acuan adalah penting untuk mengelakkan meledingkan atau pengawetan yang tidak lengkap pada bahagian yang lebih tebal pada bahagian tersebut.
Subsistem Utama pada Mesin Biasa
- Suntikan atau unit pemindahan untuk memasukkan kompaun ke dalam rongga acuan
- Sistem plat yang dipanaskan untuk mengekalkan suhu acuan yang konsisten
- Unit pengapit bersaiz untuk menahan tekanan dalaman yang dijana semasa penyembuhan
- Sistem vakum atau bolong untuk mengeluarkan udara terperangkap dan produk sampingan yang tidak menentu
- Sistem lontar automatik direka untuk mengendalikan bahagian yang rapuh dan baru diawet dengan lembut
Konfigurasi Mampatan, Pemindahan dan Pengacuan Suntikan
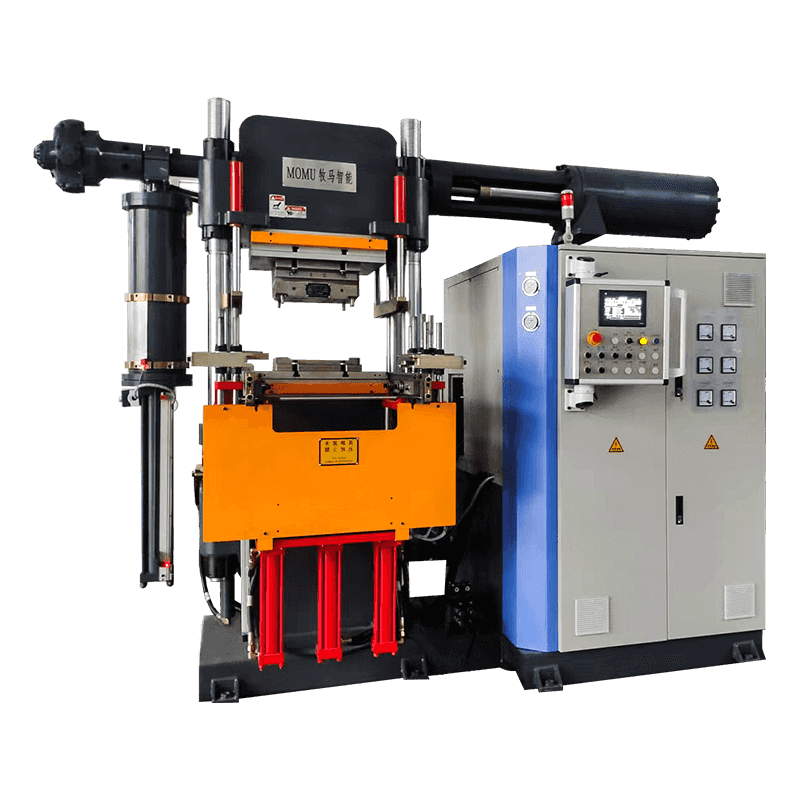
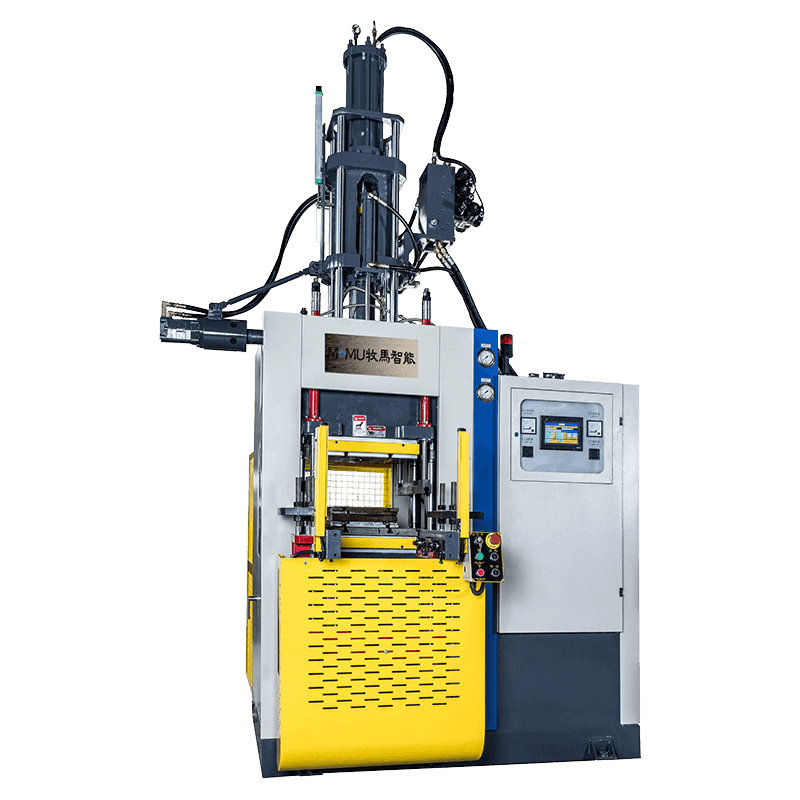
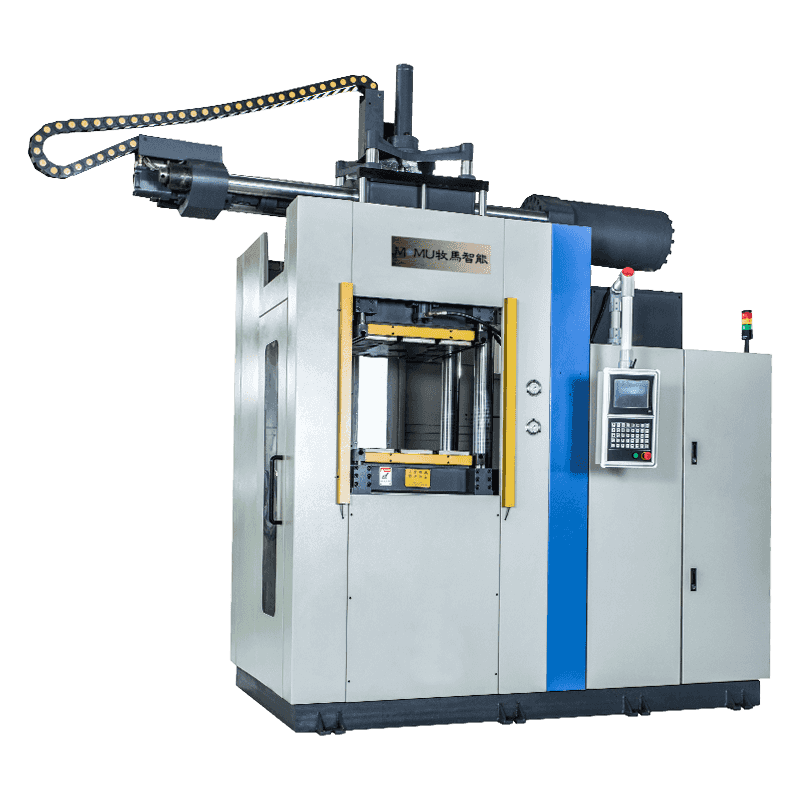
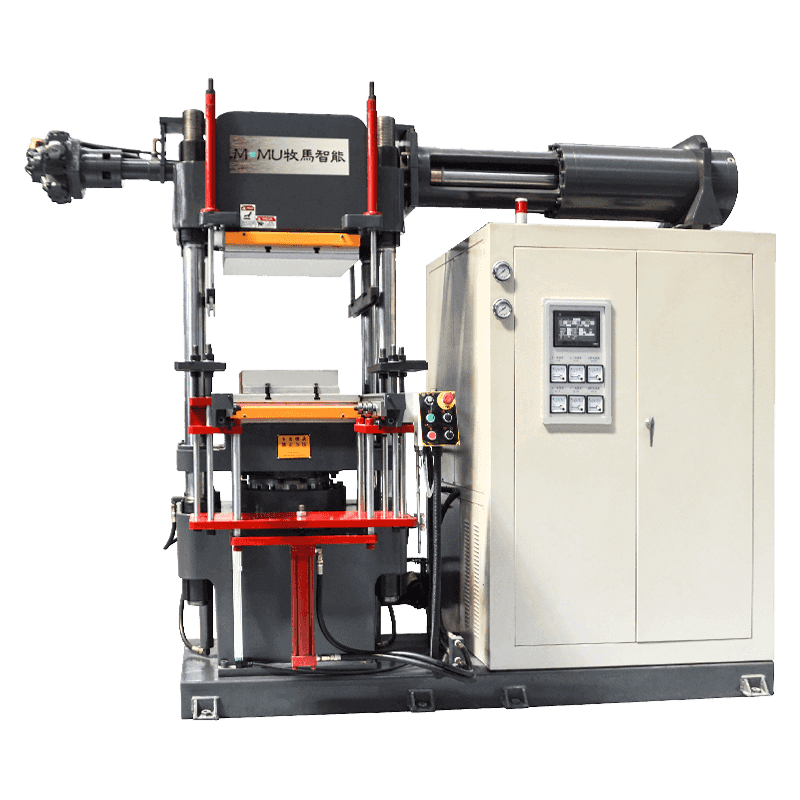
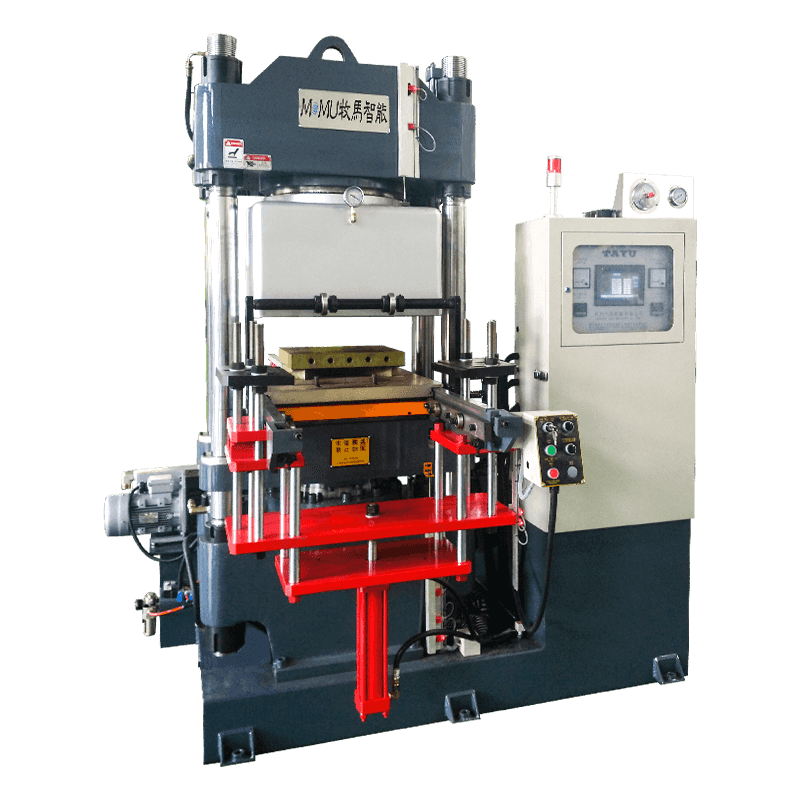
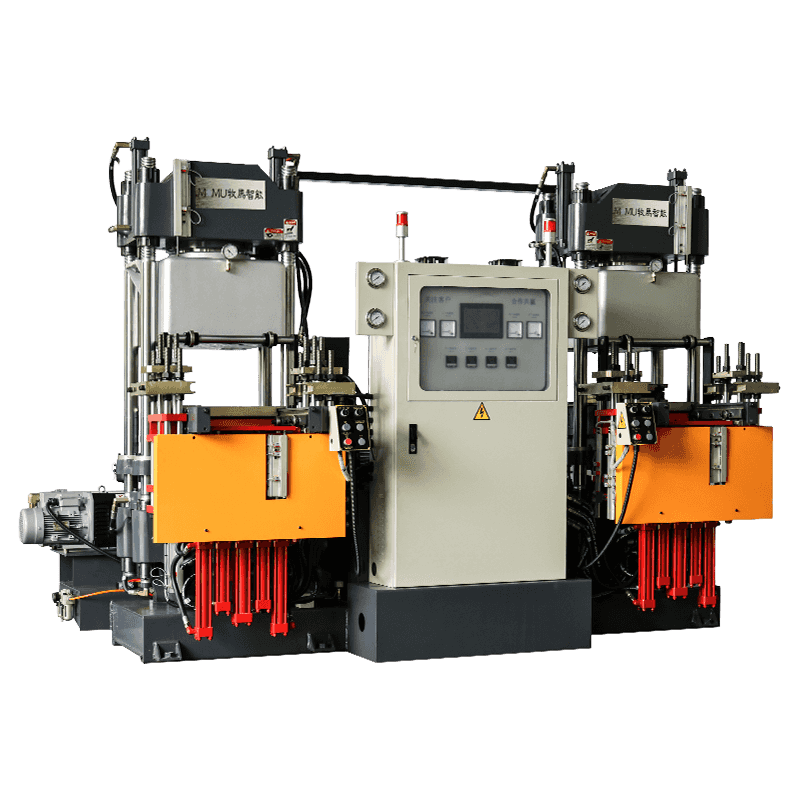
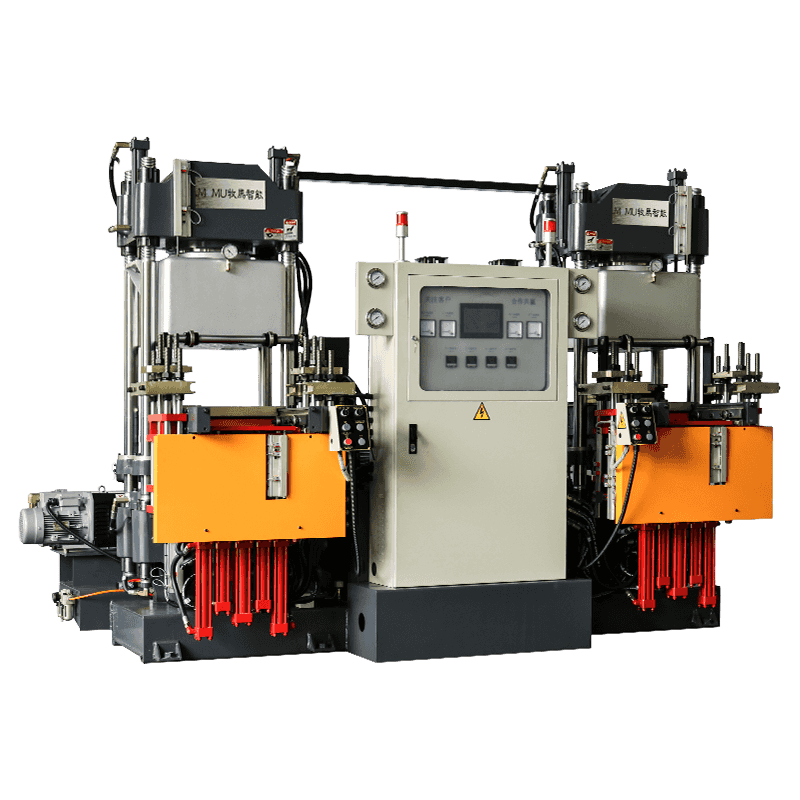
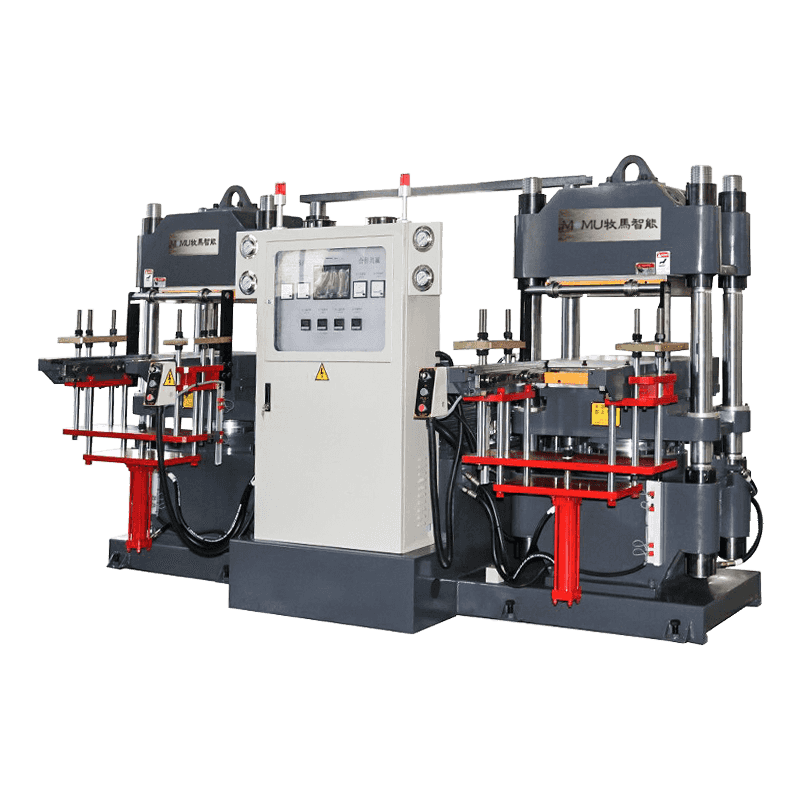
Mesin pengacuan khas BMC datang dalam tiga konfigurasi utama, setiap satu sesuai dengan geometri bahagian dan volum pengeluaran yang berbeza. Penekan acuan mampatan hanya meletakkan cas kompaun yang diukur ke dalam rongga acuan yang terbuka dan dipanaskan, kemudian tutup acuan di bawah tekanan tinggi untuk memaksa bahan mengisi bentuk semasa pengawetan. Kaedah ini berfungsi dengan baik untuk geometri yang lebih ringkas dan sering dipilih untuk kos perkakas yang lebih rendah dan pengendalian tetulang gentian yang lebih lembut, yang mengekalkan lebih banyak kekuatan mekanikal sebatian.
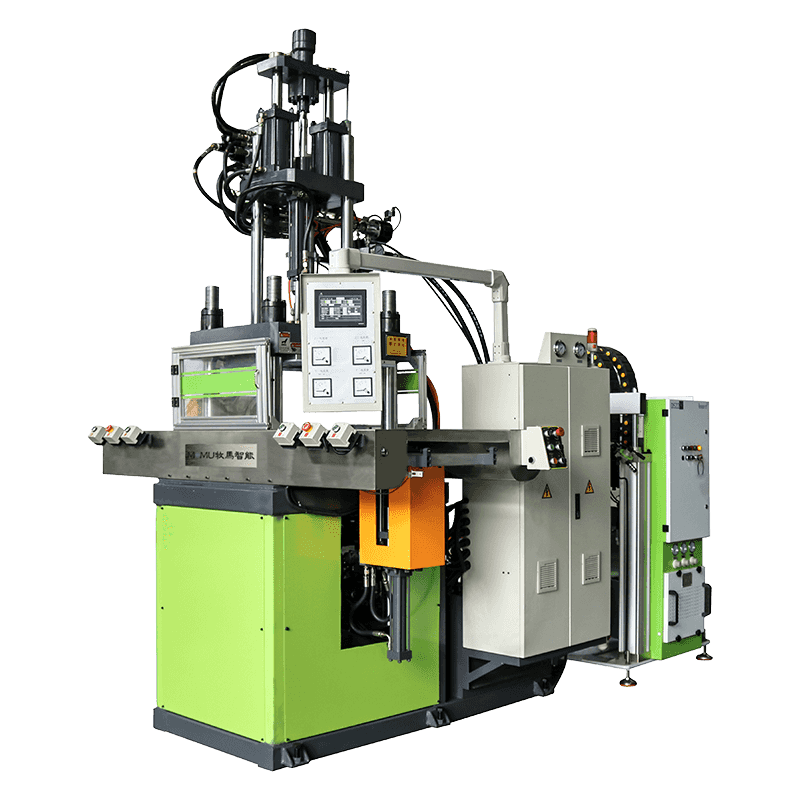
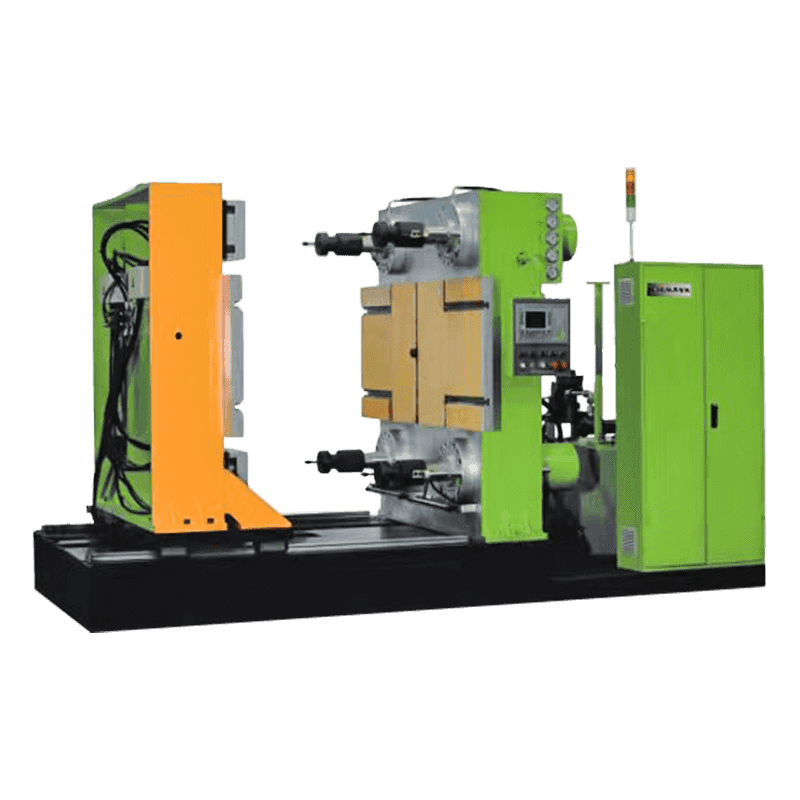
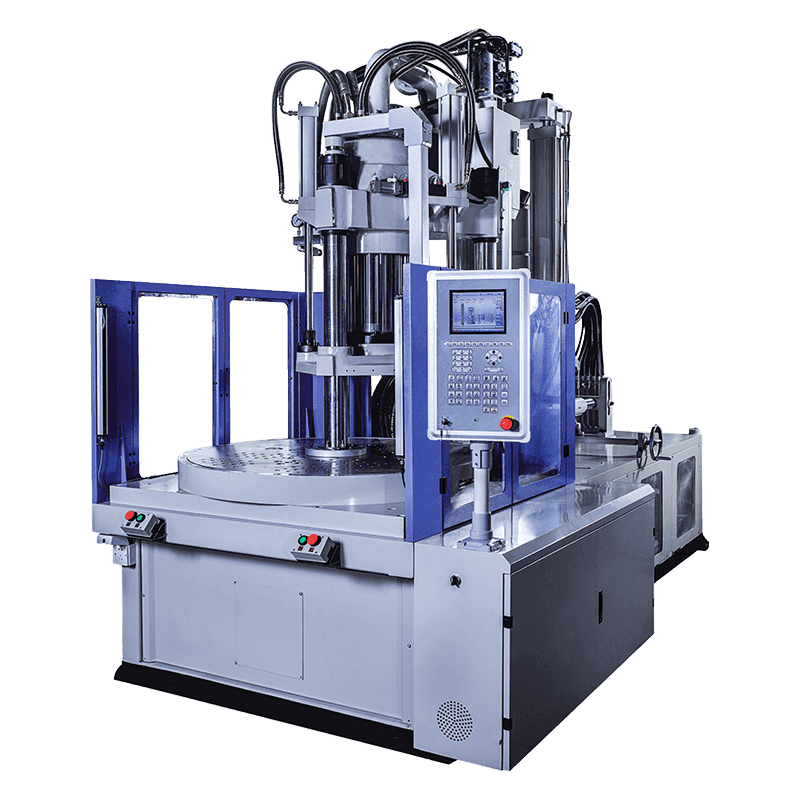
Mesin pengacuan pindahkan menggunakan periuk berasingan untuk memanaskan kompaun sebelum pelocok menolaknya melalui pelari ke dalam acuan tertutup. Ini membolehkan geometri bahagian yang lebih kompleks dan kawalan dimensi yang lebih baik daripada pengacuan mampatan lurus, walaupun ia menyebabkan tetulang gentian menjadi lebih ricih apabila ia melalui pelari sempit. Mesin pengacuan suntikan yang disesuaikan untuk BMC mengambil langkah ini lebih jauh, menggunakan skru salingan untuk terus memasukkan kompaun terus ke dalam acuan tertutup, yang sesuai dengan pengeluaran bahagian volum tinggi dengan kerumitan sederhana.
Memilih Antara Tiga Kaedah
| Kaedah | Terbaik Untuk | Masa Kitaran Biasa |
| Mampatan | Bentuk mudah, bahagian kekuatan tinggi | 60 hingga 120 saat |
| Pemindahan | Kerumitan sederhana, masukkan acuan | 45 hingga 90 saat |
| Suntikan | Kelantangan tinggi, geometri kompleks | 20 hingga 60 saat |
Sediakan Larian Pengeluaran dengan Betul
Sebelum memulakan sebarang pengeluaran, pengendali harus mengesahkan bahawa suhu acuan telah stabil di semua zon, kerana perbezaan suhu lima hingga sepuluh darjah antara bahagian acuan besar boleh menyebabkan pengawetan tidak sekata dan tekanan dalaman. Kebanyakan mesin BMC moden termasuk pengawal suhu berbilang zon dengan bacaan bebas, dan ia patut menyemak setiap zon secara individu daripada mempercayai bacaan purata tunggal.
Berat cas adalah satu lagi pembolehubah kritikal. Terlalu sedikit kompaun meninggalkan tangkapan pendek atau lompang permukaan, manakala terlalu banyak menyebabkan kilat dan kehilangan bahan yang berlebihan pada garisan perpisahan. Operator biasanya menentukan berat cas yang betul melalui satu siri tangkapan percubaan, menimbang kompaun dengan tepat sebelum setiap percubaan dan melaraskan dalam kenaikan kecil sehingga bahagian itu terisi sepenuhnya dengan denyar minimum. Sebaik sahaja berat yang betul ditetapkan, ia harus didokumenkan dan digunakan secara konsisten, kerana sebatian BMC tidak bertolak ansur dengan jenis pelarasan segera yang biasa dengan termoplastik.
Daya pengapit juga mesti dipadankan dengan kawasan unjuran bahagian dan tekanan dalaman yang dijana semasa pengawetan, secara amnya mengikut peraturan praktikal antara 800 dan 1500 psi kawasan unjuran, walaupun ini berbeza dengan rumusan kompaun khusus dan geometri bahagian. Pengapit bawah membawa kepada ketidaktepatan kilat dan dimensi, manakala pengapit yang berlebihan boleh mempercepatkan haus pada acuan dan palang pengikat tanpa meningkatkan kualiti bahagian.
Menguruskan Masa Penyembuhan dan Kecekapan Kitaran
Masa pengawetan ialah satu-satunya faktor terbesar yang menentukan bilangan bahagian yang boleh dihasilkan oleh mesin BMC setiap jam, dan ia bergantung pada ketebalan bahagian, suhu acuan, dan agen pengawetan khusus yang digunakan dalam rumusan kompaun. Bahagian yang lebih tebal memerlukan masa penyembuhan yang lebih lama kerana haba mesti menembusi ke teras sebelum tindak balas selesai di seluruh bahagian, dan menarik bahagian terlalu awal berisiko meledingkan atau sifat mekanikal yang tidak lengkap walaupun permukaan kelihatan pulih sepenuhnya.
Banyak pengeluar menggunakan garis panduan umum pengawetan selama kira-kira tiga puluh saat setiap milimeter ketebalan dinding pada suhu acuan standard, walaupun ini harus sentiasa disahkan terhadap helaian data pembekal resin tertentu dan bukannya dianggap sebagai peraturan universal. Menjalankan ujian kalorimetri pengimbasan pembezaan pada kelompok kompaun baharu boleh membantu mengesahkan kinetik penyembuhan sebenar sebelum melakukan masa kitaran pengeluaran, terutamanya apabila menukar pembekal atau lot resin.
Faktor Yang Mempengaruhi Masa Kitaran
- Bahagian ketebalan dinding dan jisim keseluruhan bahan
- Suhu permukaan acuan dan keseragaman merentasi rongga
- Jenis dan kepekatan agen pengawetan dalam sebatian
- Kehadiran sisipan logam, yang boleh bertindak sebagai penyerap haba dan melambatkan pengawetan tempatan
- Bilangan rongga dan cara sebatian sebatian diagihkan di antara mereka
Kecacatan Biasa dan Punca Puncanya
Oleh kerana pengacuan BMC melibatkan tindak balas pengawetan kimia dan bukannya pemejalan mudah, kecacatan sering dikesan kembali kepada isu terma atau masa dan bukannya tetapan mekanikal yang mendominasi penyelesaian masalah termoplastik. Lepuh permukaan, sebagai contoh, biasanya disebabkan oleh bahan meruap atau udara yang terperangkap yang tidak dapat keluar sebelum permukaan dikuliti, yang menunjukkan keperluan untuk pengaliran acuan yang lebih baik atau urutan vakum yang diselaraskan dan bukannya perubahan dalam kelajuan suntikan.
| Kecacatan | Kemungkinan Punca | Pembaikan yang disyorkan |
| Permukaan melepuh | Terperangkap meruap atau udara | Tingkatkan pengudaraan, laraskan pemasaan vakum |
| Meleding selepas lontar | Masa penyembuhan yang tidak mencukupi atau haba acuan tidak sekata | Panjangkan penawar, imbangan semula zon pemanas |
| kilat berlebihan | Caj berlebihan atau daya pengapit rendah | Kurangkan berat cas, sahkan tonase pengapit |
| Penampakan serat atau kekasaran | Lebihan ricih semasa penyusuan | Kelajuan skru rendah dan tekanan belakang |
Amalan Penyelenggaraan Yang Memanjangkan Hayat Mesin
Sisa BMC sembuh yang tertinggal di dalam tong, pelari atau permukaan acuan adalah melelas dan boleh mempercepatkan haus pada skru, cincin periksa dan permukaan rongga jika tidak dibersihkan dengan kerap. Kebanyakan kemudahan menjadualkan pembersihan menyeluruh dan pembersihan mekanikal pada penghujung setiap syif, menggunakan sebatian pembersihan khusus yang direka untuk melembutkan sisa resin yang diawet tanpa merosakkan permukaan acuan bersalut krom.
Jalur pemanas dan termokopel harus diperiksa pada jadual tetap, kerana zon pemanas yang gagal selalunya muncul dahulu sebagai hanyut kualiti halus dan bukannya kesalahan mesin yang jelas. Menyimpan log penyelenggaraan yang merekodkan bacaan rintangan pemanas, ukuran haus skru dan aliran tekanan hidraulik dari semasa ke semasa menjadikannya lebih mudah untuk mengesan masalah yang sedang berkembang sebelum ia menyebabkan sekumpulan bahagian sekerap.
Keadaan bendalir hidraulik juga patut diberi perhatian tetap, kerana daya pengapit yang tinggi yang terlibat dalam pengacuan BMC memberi tekanan berterusan pada pengedap dan injap. Menggantikan penapis mengikut jadual dan memantau suhu bendalir semasa pengeluaran yang lama membantu menghalang hanyut tekanan beransur-ansur yang boleh menjejaskan tan pengapit dan dimensi bahagian secara senyap selama beberapa minggu beroperasi.
Memilih Mesin yang Tepat untuk Aplikasi Anda
Apabila menilai mesin pengacuan khas BMC untuk pembelian, padankan tan pengapit dan saiz pukulan kepada bahagian jangkaan terbesar anda dan bukannya bahagian purata anda, kerana mengecilkan saiz mesin untuk projek masa hadapan adalah kesilapan biasa dan mahal. Pertimbangkan juga sama ada campuran produk anda condong kepada bahagian mudah, berkekuatan tinggi yang memihak kepada acuan mampatan, atau geometri kompleks dengan sisipan yang memihak kepada konfigurasi pemindahan atau suntikan.
Akhir sekali, lihat dengan teliti kiraan zon dan tindak balas sistem kawalan suhu, kerana pemanasan acuan yang tidak konsisten adalah salah satu sumber variasi kualiti yang paling berterusan dalam pengeluaran BMC. Mesin dengan kawalan zon yang lebih halus dan tindak balas pemanas yang lebih pantas secara amnya akan menghasilkan bahagian yang lebih konsisten merentasi pengeluaran yang lama, walaupun kos pendahuluan agak lebih tinggi daripada alternatif yang lebih mudah.