Bagaimana Mesin Pengacuan Suntikan Getah Berfungsi
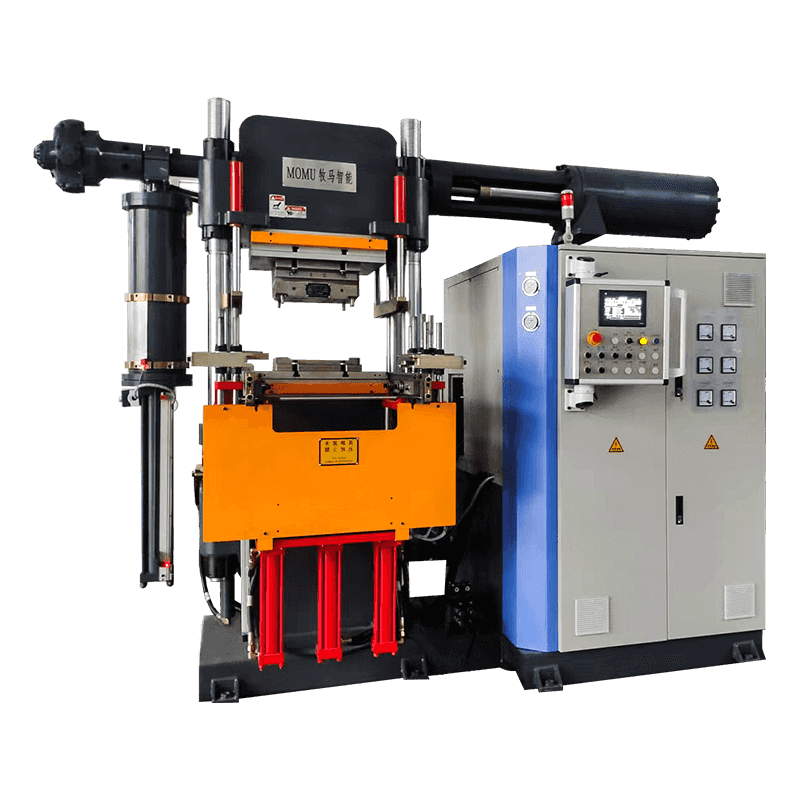
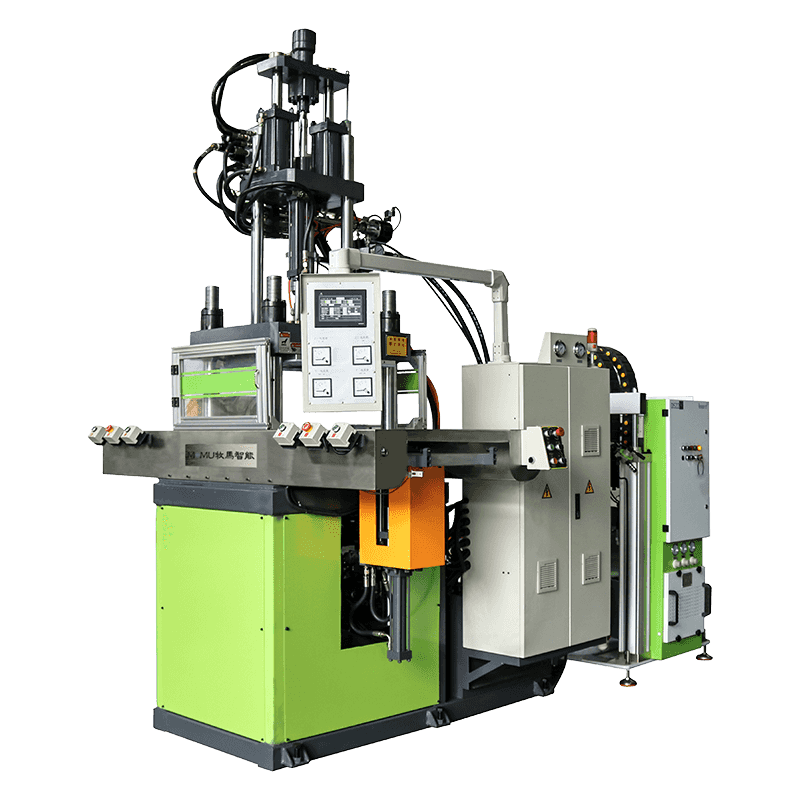
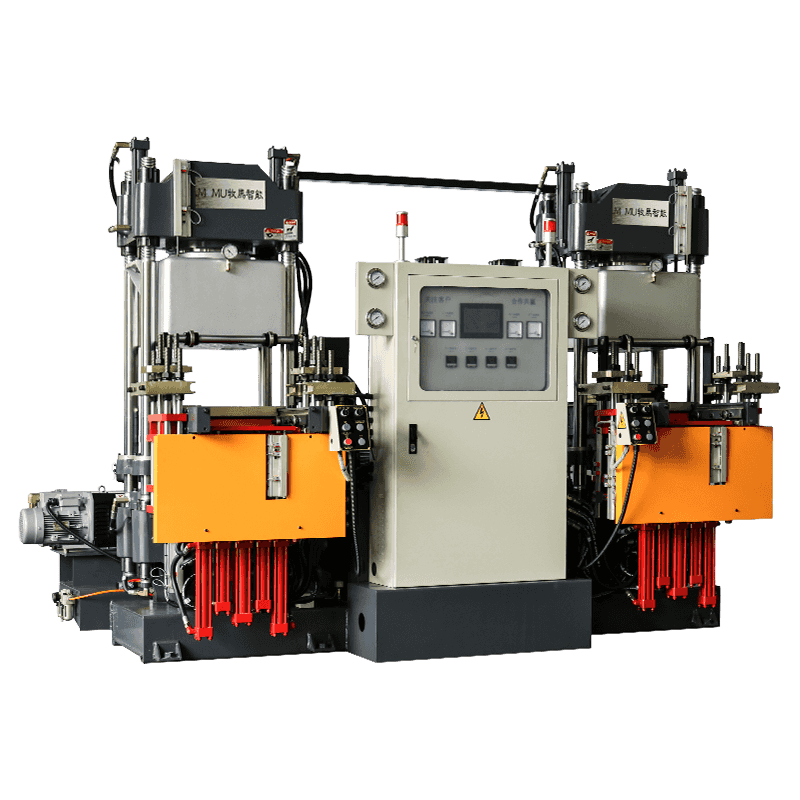
A mesin pengacuan suntikan getah mengubah sebatian getah mentah kepada bahagian siap dengan memanaskan bahan dan memaksanya di bawah tekanan ke dalam rongga acuan tertutup. Tidak seperti pengacuan mampatan, yang meletakkan getah mentah terus ke dalam acuan terbuka, pengacuan suntikan pra-plastik getah dalam tong yang dipanaskan sebelum menyuntiknya melalui muncung ke dalam acuan tertutup. Proses ini membolehkan masa kitaran yang lebih cepat, toleransi yang lebih ketat, dan kurang sisa bahan, menjadikannya sangat sesuai untuk pengeluaran komponen getah teknikal volum tinggi.
Kompaun getah biasanya dimasukkan ke dalam mesin dalam bentuk jalur atau pelet. Skru berputar atau pelocok menggerakkan bahan melalui tong sambil elemen pemanas membawanya ke suhu pemprosesan yang betul. Setelah getah mencapai kelikatan optimum, ia disuntik ke dalam rongga acuan di mana ia menyembuhkan di bawah haba dan tekanan terkawal sebelum dikeluarkan sebagai bahagian siap.
Komponen Utama Mesin
Memahami setiap komponen utama membantu operator menyelesaikan masalah pengeluaran dan mengoptimumkan tetapan untuk sebatian getah dan geometri bahagian yang berbeza.
Bahagian Penting dan Fungsinya
- Unit suntikan: mengplastikan dan menyuntik sebatian getah ke dalam acuan
- Unit pengapit: memegang bahagian acuan bersama-sama di bawah tekanan tinggi semasa suntikan dan pengawetan
- Sistem pemanasan: mengekalkan suhu tong dan acuan yang tepat untuk pengawetan yang konsisten
- Pemacu hidraulik atau elektrik: kuasa putaran skru, suntikan dan gerakan pengapit
- Sistem kawalan: menguruskan suhu, tekanan, kelajuan suntikan dan pemasaan kitaran
- Sistem ejector: melepaskan bahagian siap dari acuan selepas pengawetan
Mesin moden semakin menggunakan sistem pemacu elektrik dan bukannya hidraulik semata-mata, menawarkan kawalan yang lebih tepat ke atas kelajuan suntikan dan mengurangkan penggunaan tenaga semasa tempoh terbiar antara kitaran.

Membandingkan Pengacuan Suntikan dengan Kaedah Pengacuan Getah Lain
Pengilang yang memilih proses pengacuan harus menimbang pengacuan suntikan terhadap pengacuan mampatan dan pemindahan, kerana setiap kaedah menawarkan kelebihan berbeza bergantung pada kerumitan bahagian, volum pengeluaran dan belanjawan.
| Kaedah | Masa Kitaran | Sisa Bahan | Terbaik Untuk |
| Pengacuan Suntikan | Cepat | rendah | Bahagian bervolume tinggi dan kompleks |
| Pengacuan Mampatan | Lebih perlahan | Lebih tinggi | Bentuk ringkas, isipadu rendah |
| Pengacuan Pemindahan | Sederhana | Sederhana | Bahagian dengan sisipan logam |
Pengacuan suntikan secara amnya terbukti lebih menjimatkan kos pada skala walaupun kos alat pendahuluan yang lebih tinggi, kerana masa kitaran yang dikurangkan dan sisa yang lebih rendah mengimbangi pelaburan awal ke atas jangka pengeluaran yang besar.
Aplikasi Biasa Merentas Industri
Mesin pengacuan suntikan getah menghasilkan pelbagai jenis komponen yang digunakan dalam pembuatan barangan automotif, perubatan, elektrik dan pengguna. Proses ini sangat dihargai untuk bahagian yang memerlukan toleransi dimensi yang ketat atau sifat fizikal yang konsisten merentas kelompok besar.
Produk Biasa Dibuat Melalui Pengacuan Suntikan
- Pengedap automotif, gasket dan grommet
- Komponen peranti perubatan seperti pengedap dan penyumbat
- Penyambung elektrik dan bahagian penebat
- O-ring dan gasket industri
- Produk pengguna seperti genggaman, pengedap dan penutup pelindung
Oleh kerana pengacuan suntikan menyokong acuan berbilang rongga, pengeluar boleh menghasilkan berpuluh-puluh bahagian yang sama dalam satu kitaran, meningkatkan daya pengeluaran dengan ketara berbanding dengan persediaan pengacuan mampatan rongga tunggal.
Faktor Utama Mempengaruhi Kualiti Bahagian Acuan
Mencapai bahagian getah yang konsisten dan bebas kecacatan bergantung pada kawalan berhati-hati beberapa pembolehubah proses sepanjang pengeluaran. Sisihan kecil dalam suhu atau tekanan boleh menyebabkan kecacatan seperti kilat, keliangan atau pengawetan yang tidak lengkap.
Pembolehubah Proses Kritikal untuk Dipantau
Tekanan dan kelajuan suntikan menentukan sejauh mana getah memenuhi rongga acuan sepenuhnya sebelum pengawetan bermula, dengan tekanan yang tidak mencukupi selalunya menyebabkan pukulan pendek atau garis rajutan yang lemah. Suhu tong dan acuan mesti kekal dalam julat yang disyorkan pengeluar kompaun, kerana terlalu panas boleh menyebabkan pengawetan pramatang di dalam tong, yang dikenali sebagai terik, manakala haba yang tidak mencukupi membawa kepada penyembuhan yang tidak lengkap dan sifat mekanikal yang lebih lemah.
Masa penyembuhan juga memainkan peranan penting dalam kualiti bahagian dan kecekapan pengeluaran. Memanjangkan masa penyembuhan melebihi apa yang diperlukan mengurangkan daya pemprosesan tanpa meningkatkan prestasi bahagian, sambil memotongnya terlalu pendek berisiko bahagian yang kurang terawat yang gagal dalam ujian ketahanan. Pengilang biasanya menjalankan kumpulan percubaan dengan masa penyembuhan yang berbeza-beza untuk mengenal pasti keseimbangan optimum antara kualiti dan kecekapan kitaran untuk setiap kompaun tertentu.
Petua Penyelenggaraan untuk Prestasi Mesin Jangka Panjang
Penyelenggaraan rutin memastikan mesin pengacuan suntikan getah beroperasi dengan cekap dan membantu mengelakkan masa henti yang tidak dirancang yang boleh mengganggu jadual pengeluaran. Mewujudkan rutin penyelenggaraan yang konsisten juga memanjangkan hayat perkhidmatan komponen kritikal seperti skru, tong dan acuan.
Tugas harian harus termasuk membersihkan sisa getah dari muncung dan permukaan acuan, kerana pengumpulan boleh menyebabkan kecacatan pada bahagian seterusnya dan meningkatkan haus pada rongga acuan. Pemeriksaan mingguan harus mengesahkan paras bendalir hidraulik dan memeriksa pengedap untuk kebocoran, kerana kegagalan sistem hidraulik adalah antara punca paling biasa bagi masa mati mesin yang tidak dijangka.
Pemeriksaan berkala ke atas elemen pemanasan dan penderia suhu memastikan bacaan yang tepat, kerana penderia yang rosak boleh menyebabkan masalah kualiti secara senyap sebelum ia mencetuskan pincang tugas yang boleh dilihat. Menyimpan rekod penyelenggaraan terperinci juga membantu mengenal pasti corak haus dari semasa ke semasa, membolehkan pengurus kilang menjadualkan penggantian bahagian secara proaktif dan bukannya bertindak balas secara reaktif terhadap kerosakan.