Apa yang Menjadikan Pengacuan Suntikan LSR Pada Asasnya Berbeza
Pengacuan suntikan getah silikon cecair (LSR) ialah proses pembuatan ketepatan yang berbeza daripada pengacuan suntikan termoplastik konvensional dalam hampir setiap parameter kritikal. Apabila pengacuan termoplastik menyuntik bahan yang dipanaskan ke dalam acuan yang disejukkan untuk memejal, pengacuan LSR melakukan sebaliknya: sebatian silikon cecair dua komponen yang sejuk disuntik ke dalam acuan yang dipanaskan di mana ia mengalami tindak balas silang silang penawar tambahan dan tervulkan secara kekal menjadi bahagian elastomer yang fleksibel dan tahan lama. Penyongsangan terma—suntikan sejuk ke dalam acuan panas—mentakrifkan keseluruhan seni bina mesin, falsafah reka bentuk acuan dan strategi kawalan proses yang diperlukan untuk penghasilan LSR yang berjaya. Memahami pembalikan asas ini ialah titik permulaan bagi sesiapa yang menentukan, mengendalikan atau mereka bentuk di sekitar mesin pengacuan suntikan LSR.
Sebatian LSR dibekalkan sebagai sistem dua bahagian: Bahagian A mengandungi polimer asas dengan mangkin platinum, dan Bahagian B mengandungi pakej penghubung silang dan perencat. Kedua-dua komponen ini disimpan secara berasingan untuk mengelakkan penyembuhan pramatang, dimeterkan dalam nisbah 1:1 oleh sistem dos mesin, dicampur dalam pengadun statik sejurus sebelum suntikan, dan dihantar ke acuan dalam aliran berhawa dingin dan sangat terkawal. Keseluruhan pengendalian bahan dan sistem suntikan mesti dikekalkan pada suhu antara 5°C dan 25°C untuk mengelakkan gelilasi pramatang, manakala acuan beroperasi serentak pada 150°C hingga 220°C untuk memacu penyembuhan penuh yang pantas. Menguruskan kontras haba ini di seluruh mesin dan acuan adalah cabaran utama kejuruteraan pengacuan suntikan LSR.
Komponen Teras Mesin Pengacuan Suntikan LSR
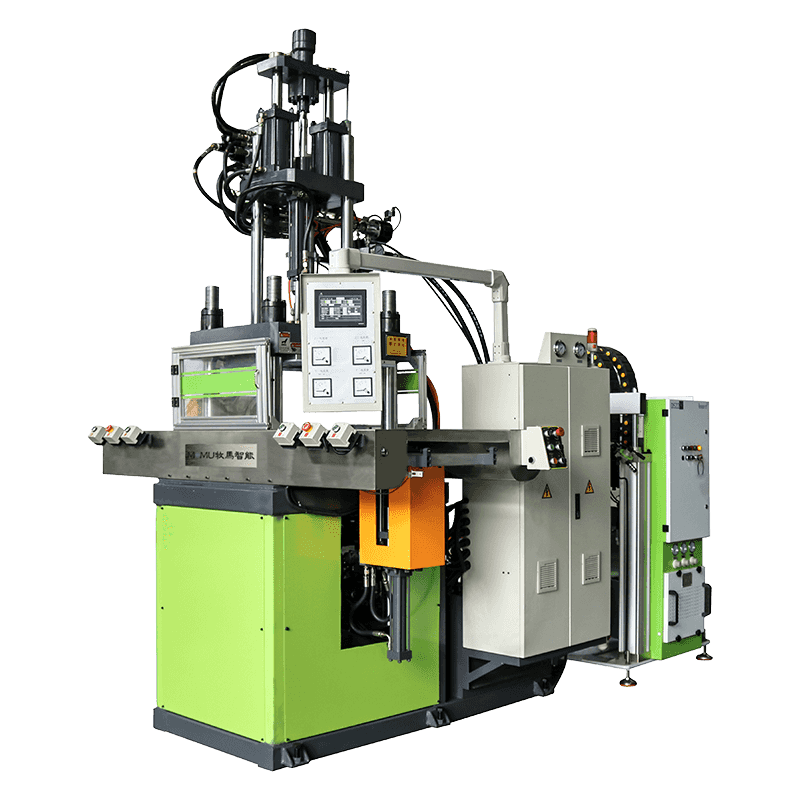
An Mesin pengacuan suntikan LSR ialah sistem bersepadu yang terdiri daripada beberapa subsistem yang mesti berfungsi dalam penyelarasan yang tepat untuk menyampaikan kualiti bahagian yang konsisten. Tidak seperti mesin suntikan termoplastik standard di mana tong dan skru melakukan pemplastikan dan suntikan, unit suntikan mesin LSR dibina khas untuk mengendalikan cecair dua komponen yang berkelikatan rendah dan sensitif terhadap haba. Setiap subsistem memainkan peranan khusus dan tidak boleh diganti dalam proses tersebut.
Sistem Pemeteran dan Dos Dua Komponen
Sistem pemeteran menarik Bahagian A dan Bahagian B daripada dram bekalan atau baldi menggunakan plat pengikut yang mengekalkan tekanan berterusan pada permukaan bahan dan menghalang kemasukan udara. Pam gear ketepatan atau pam pemeteran jenis omboh menghantar kedua-dua komponen secara serentak pada nisbah isipadu 1:1 yang dikawal dengan tepat, dengan ketepatan nisbah biasanya dipegang dalam ±1% untuk memastikan ketumpatan pautan silang yang konsisten dan kekerasan akhir. Banyak sistem juga menggabungkan garis dos pigmen—strim pemeteran ketiga yang memperkenalkan masterbatch warna atau aditif berfungsi ke dalam kepala pencampuran pada nisbah boleh atur cara, membolehkan pengeluaran berbilang warna atau dos aditif tanpa penyediaan kompaun manual. Penderia tekanan dan meter aliran sepanjang litar dos memberikan maklum balas masa nyata yang mencetuskan penggera dan mesin berhenti jika hanyut nisbah atau anomali aliran dikesan.

Sistem Campuran Statik dan Pelari Sejuk
Selepas pemeteran, kedua-dua komponen itu melalui pengadun statik pakai buang—tiub yang mengandungi satu siri elemen pencampuran heliks yang membahagi dan menggabungkan semula aliran bahan secara beransur-ansur sehingga pengadunan homogen yang lengkap dicapai, biasanya dalam 20 hingga 40 elemen pencampur bergantung pada kelikatan kompaun dan kualiti campuran yang diingini. Kompaun campuran kemudian memasuki sistem pelari sejuk dalam acuan, iaitu manifold terpencil secara terma yang dikekalkan pada suhu sejuk yang sama seperti tong suntikan—biasanya di bawah 20°C—menggunakan litar penyejukan air yang berjalan secara bebas daripada kawalan suhu acuan panas. Pelari sejuk mengekalkan LSR yang tidak diawet di antara pukulan, menghalang pembaziran bahan dan membolehkan penyahgarangan automatik memandangkan sprue pelari sejuk dan pelari kekal cair dan ditarik balik dengan pembukaan acuan, tidak meninggalkan sisa pelari yang telah sembuh untuk dipotong atau dikitar semula.
Tong Suntikan dan Skru Salingan
Tong suntikan menerima sebatian LSR campuran daripada manifold pelari sejuk dan menggunakan skru salingan mampatan rendah untuk mengumpul pukulan bahan dan menyuntiknya ke dalam rongga acuan. Tidak seperti skru termoplastik, yang direka untuk menjana haba melalui ricih, skru suntikan LSR mempunyai nisbah mampatan yang sangat rendah (biasanya 1:1 hingga 1.2:1) dan direka untuk menyampaikan bahan dengan pemanasan ricih yang minimum untuk mengelakkan mencetuskan penyembuhan pramatang dalam tong. Keseluruhan pemasangan tong disalut dengan penyejukan air untuk mengekalkan suhu bahan di bawah ambang pengaktifan pemangkin platinum. Ketepatan saiz tangkapan adalah penting dalam pengacuan LSR kerana bahan tersebut mempunyai kelikatan yang sangat rendah dan akan berkelip merentasi celah kecil sekalipun jika isipadu tangkapan melebihi isipadu rongga—tekanan suntikan biasa untuk LSR berjulat dari 100 hingga 250 bar, jauh lebih rendah daripada tekanan suntikan termoplastik.
Prinsip Reka Bentuk Acuan Khusus untuk Pemprosesan LSR
Reka bentuk acuan LSR mengikut prinsip yang dalam banyak aspek adalah songsang reka bentuk acuan termoplastik. Oleh kerana LSR mengecut sedikit apabila dirawat (biasanya 2–4% pengecutan linear bergantung pada keadaan kompaun dan penyembuhan) dan mempunyai kelikatan yang sangat rendah dalam keadaan tidak diawet, acuan mesti direka bentuk dengan toleransi garis perpisahan yang lebih ketat, strategi pengudaraan yang lebih agresif dan seni bina terma yang menggalakkan penyembuhan pantas dan seragam di seluruh rongga. Pembinaan acuan biasanya menggunakan keluli alat yang dikeraskan pada gred P20 atau H13, dengan permukaan rongga digilap hingga Ra 0.05 µm atau lebih baik untuk mencapai kemasan permukaan yang diperlukan pada bahagian LSR perubatan, optik atau gred pengguna.
Toleransi Talian Perpisahan dan Pencegahan Kilat
Kelikatan rendah LSR—biasanya 50,000 hingga 300,000 mPa·s pada suhu suntikan—bermakna ia akan menembusi celah sekecil 0.004 mm pada tekanan suntikan, menghasilkan denyar yang sangat nipis, sukar untuk dipangkas dan tidak boleh diterima dalam aplikasi ketepatan. Permukaan garis pemisah mestilah dikisar rata hingga dalam 0.005 mm merentasi muka acuan, dan daya pengapit mestilah mencukupi untuk menahan garisan perpisahan tertutup terhadap tekanan rongga sepanjang suntikan dan penyembuhan. Daya pengapit yang diperlukan dikira berdasarkan kawasan bahagian yang diunjurkan dan tekanan rongga puncak, dengan faktor keselamatan biasa 1.5 hingga 2 digunakan. Untuk acuan LSR berbilang rongga yang menghasilkan komponen perubatan kecil, daya pengapit 50 hingga 150 tan adalah biasa walaupun untuk mesin dengan saiz pukulan sederhana.
Strategi Pembuangan Udara untuk Pemindahan Udara
Udara yang terperangkap dalam rongga acuan LSR tidak boleh keluar melalui bahan seperti yang boleh berlaku dalam beberapa proses termoplastik di mana gas diserap ke dalam cair. Udara yang terperangkap dalam LSR menghasilkan lompang, isian yang tidak lengkap, dan kecacatan permukaan yang boleh dilihat terutamanya dalam sebatian LSR yang lutsinar atau lutsinar. Dua strategi pengudaraan digunakan dalam reka bentuk acuan LSR: pengudaraan pasif melalui lubang saluran pemisah tanah yang tepat dengan kedalaman 0.003 hingga 0.005 mm diletakkan di lokasi pengisian terakhir, dan pengudaraan vakum aktif di mana pam vakum mengosongkan rongga acuan tertutup melalui saluran bolong khusus sejurus sebelum suntikan. Pengacuan LSR berbantukan vakum adalah wajib untuk bahagian geometri kompleks, dinding nipis di bawah 0.5 mm, atau aplikasi yang kandungan lompang sifar adalah keperluan kualiti, seperti dalam komponen perubatan yang boleh ditanam.
Reka Bentuk Terma dan Susun Atur Sistem Pemanasan
Suhu acuan seragam adalah penting untuk kadar penyembuhan yang konsisten merentas semua rongga, terutamanya dalam alat berbilang rongga di mana variasi suhu antara rongga menghasilkan bahagian dengan kekerasan, pengecutan dan sifat mekanikal yang berbeza. Pemanas kartrij elektrik ialah kaedah pemanasan yang paling biasa untuk acuan LSR, dipasang dalam corak yang terletak tepat yang mencapai keseragaman suhu dalam ±3°C merentasi permukaan rongga apabila diukur pada keadaan pengeluaran keadaan mantap. Pengawal suhu acuan yang dikhususkan untuk tugas LSR mengekalkan ketepatan titik set ±1°C dan bertindak balas dengan cepat terhadap pengekstrakan haba yang disebabkan oleh menyuntik LSR sejuk ke permukaan acuan panas setiap kitaran. Peletakan termokopel dalam 5 mm permukaan rongga—bukannya di dasar acuan—menyediakan lebih banyak maklum balas suhu rongga yang mewakili dan kawalan yang lebih ketat.
Parameter Proses Utama dan Kesannya terhadap Kualiti Bahagian
Mengawal proses pengacuan suntikan LSR untuk menghasilkan bahagian yang konsisten dan bebas kecacatan memerlukan pemahaman bagaimana setiap parameter proses mempengaruhi hasil akhir. Jadual berikut meringkaskan parameter kritikal, julat operasi tipikalnya dan sifat kualiti yang mempengaruhinya:
| Parameter | Julat Biasa | Kesan Kualiti Utama |
| Suhu Acuan | 150–220°C | Menyembuhkan kesempurnaan, masa kitaran, pengecutan |
| Kelajuan Suntikan | 10–80 mm/s halaju skru | Imbangan isian, perangkap udara, risiko kilat |
| Tekanan Suntikan | 100–250 bar | Isi rongga, kilat garis perpisahan |
| Masa Penyembuhan | 15–90 saat | Sifat mekanikal, bahagian kebolehkoyakan |
| Suhu Bahan (tong) | 5–25°C | Kehidupan periuk, pencegahan gelasi pramatang |
| Nisbah Dos (A:B) | 1:1 ± 1% | Kekerasan, ketumpatan pautan silang, set mampatan |
Masa pengawetan amat berpengaruh kerana bahagian LSR yang kurang terawat koyak semasa merobohkan, manakala pengawetan berlebihan secara ketara membuang masa kitaran tanpa menambah baik sifat mekanikal secara bermakna setelah ketumpatan pautan silang penuh dicapai. Masa pengawetan minimum untuk suhu acuan tertentu ditetapkan melalui kajian pengawetan di mana bahagian dirobohkan pada selang masa yang lebih pendek dan diuji untuk kekuatan koyak dan set mampatan sehingga masa penyembuhan minimum yang boleh diterima dikenal pasti. Dalam pengeluaran, margin keselamatan 10–15% ditambah pada masa penyembuhan minimum untuk mengambil kira variasi proses biasa.
Merekabentuk Bahagian LSR untuk Kebolehacuan dan Prestasi
Reka bentuk bahagian untuk pengacuan suntikan LSR memerlukan perakaunan gabungan unik bahan bagi keanjalan tinggi, modulus rendah dan pengecutan penawar yang ketara. Beberapa peraturan reka bentuk digunakan khusus untuk LSR yang berbeza daripada garis panduan reka bentuk getah silikon termoplastik dan acuan mampatan:
- Keseragaman ketebalan dinding: LSR mengalir dengan mudah ke bahagian nipis, tetapi ketebalan dinding yang sangat tidak seragam menghasilkan kadar penyembuhan berbeza dan tegasan sisa yang menyebabkan lengkungan selepas merobohkan. Mengekalkan variasi ketebalan dinding dalam nisbah maksimum 3:1—dan idealnya 2:1—di seluruh bahagian meminimumkan kesan ini. Peralihan antara bahagian tebal dan nipis hendaklah beransur-ansur dengan jejari dan bukannya langkah mengejut.
- Draf sudut untuk merobohkan: Walaupun keanjalan LSR yang tinggi bermakna ia boleh diregangkan di atas potongan bawah dan disentap keluar dari acuan, sudut draf 3° hingga 5° setiap sisi pada dinding dalaman mengurangkan daya pembongkaran yang diperlukan dan memanjangkan hayat acuan. Untuk permukaan bertekstur atau terikat, sudut draf yang lebih tinggi 5° hingga 10° disyorkan untuk mengelakkan tekstur permukaan terkoyak semasa lontar bahagian.
- Lokasi dan saiz pintu: Pintu LSR hendaklah terletak pada keratan rentas paling tebal bahagian untuk membolehkan bahan mengalir dari tebal ke nipis, mengurangkan risiko tangkapan pendek dalam ciri halus. Pagar terowong dan pagar pin sendiri de-degate dengan bersih di LSR kerana pemulihan keanjalan bahan, menjadikannya lebih disukai berbanding pintu tepi yang meninggalkan tanda saksi yang memerlukan pemangkasan manual.
- Pampasan pengecutan dalam dimensi rongga: LSR mengecut 2–4% secara linear selepas pembongkaran dan pasca penyembuhan, dan dimensi rongga mesti dibesarkan dengan pengecutan yang dijangkakan untuk mencapai dimensi bahagian sasaran. Pengecutan berbeza dengan durometer kompaun, suhu penawar dan geometri bahagian, jadi ujian alat awal adalah penting untuk menentukur pengecutan sebenar bagi setiap reka bentuk kompaun dan acuan tertentu sebelum alat dimuktamadkan.
Kecacatan Biasa dalam Pengacuan LSR dan Punca Puncanya
Walaupun dengan acuan yang direka dengan baik dan mesin yang dikonfigurasikan dengan betul, pengacuan suntikan LSR terdedah kepada satu set kecacatan berulang yang memerlukan diagnosis sistematik dan pelarasan proses untuk diselesaikan. Mengenal pasti punca setiap kecacatan—sama ada ia terletak pada mesin, acuan, bahan atau parameter proses—adalah penting untuk melaksanakan tindakan pembetulan yang berkesan daripada menutup gejala dengan perubahan parameter pampasan.
- kilat: Kecacatan LSR yang paling biasa, disebabkan oleh tekanan suntikan yang berlebihan, daya pengapit yang tidak mencukupi, permukaan garis perpisahan yang haus atau tidak bertoleransi, atau pesongan acuan di bawah tekanan rongga. Tindakan pembetulan termasuk mengesahkan kecukupan daya pengapit, mengisar semula permukaan garis perpisahan, mengurangkan kelajuan dan tekanan suntikan, dan memeriksa kerataan plat acuan dan keadaan tiang sokongan.
- Tangkapan pendek dan isian tidak lengkap: Disebabkan oleh jumlah pukulan yang tidak mencukupi, bolong tersumbat, terperangkap udara, atau bahan yang sebahagiannya telah digel dalam tong atau pelari sejuk disebabkan oleh perjalanan suhu. Memeriksa dan membersihkan saluran bolong, mengesahkan suhu tong dan pelari sejuk, dan meningkatkan sedikit volum pukulan ialah langkah diagnostik pertama.
- Koyak semasa demolding: Menunjukkan kurang sembuh kerana masa penyembuhan tidak mencukupi atau suhu acuan rendah. Memanjangkan masa tinggal atau menaikkan suhu acuan sebanyak 5–10°C menyelesaikan kebanyakan isu koyak. Koyakan berterusan pada geometri kompleks mungkin menunjukkan isu reka bentuk acuan di mana geometri bahagian menghasilkan kepekatan tegasan semasa lonjakan yang memerlukan pengubahsuaian reka bentuk.
- Variasi kekerasan antara rongga: Disebabkan oleh suhu acuan tidak seragam merentasi plat rongga, yang menghasilkan kadar penyembuhan yang berbeza dalam rongga yang berbeza. Pemetaan termokopel permukaan acuan semasa pengeluaran mengenal pasti zon panas dan sejuk, dan peletakan pemanas atau pelarasan pengagihan kuasa dibuat untuk mencapai keseragaman terma dalam spesifikasi.