Bagaimana Silikon Dibuat? Kimia Di Sebalik Bahan
Silikon ialah polimer sintetik yang tulang belakangnya dibina daripada silikon dan atom oksigen berselang-seli — struktur yang dikenali sebagai rantai siloksan — dan bukannya tulang belakang karbon-ke-karbon yang terdapat dalam plastik organik seperti polietilena atau polipropilena. Perbezaan asas dalam seni bina molekul inilah yang memberikan silikon kestabilan terma yang luar biasa, lengai kimia, fleksibiliti merentasi julat suhu yang luas dan ketahanan terhadap degradasi UV. Memahami cara silikon dibuat daripada asal unsur mentahnya hingga ke elastomer siap membantu jurutera, pereka produk dan pengilang menghargai sebab bahan ini berkelakuan seperti itu dan mengapa ia diproses secara berbeza daripada resin termoplastik konvensional.
Pengeluaran silikon bermula dengan silikon — unsur kedua paling banyak dalam kerak bumi, ditemui terutamanya dalam bentuk silikon dioksida (SiO₂), biasanya dikenali sebagai pasir kuarza atau silika. Yang penting, unsur silikon adalah berbeza secara kimia daripada silikon polimer. Silikon dalam bentuk mentahnya tidak secara semula jadi lembut, fleksibel, atau stabil secara kimia dalam keadaan yang pelbagai; ia adalah metalloid yang keras dan rapuh. Mengubahnya menjadi polimer silikon serba boleh yang digunakan dalam peranti perubatan, pengedap automotif, barangan pengguna dan komponen industri memerlukan proses kimia berbilang peringkat yang memperkenalkan kumpulan organik berasaskan karbon ke tulang belakang silikon, secara asasnya mengubah sifatnya.

Daripada Kuarza kepada Logam Silikon: Peringkat Pengeluaran Pertama
Langkah pertama dalam membuat silikon ialah pengurangan silikon dioksida kepada logam silikon gred metalurgi. Ini dicapai dalam relau arka elektrik yang besar di mana kuarzit (bentuk kuarza ketulenan tinggi) dipanaskan kepada suhu melebihi 1,800°C dengan kehadiran agen pengurangan yang kaya dengan karbon seperti arang batu, kok dan serpihan kayu. Karbon bertindak balas dengan oksigen dalam silikon dioksida, membebaskan karbon dioksida dan meninggalkan logam silikon cair dengan ketulenan kira-kira 98-99%. Bahan ini dikenali sebagai silikon gred metalurgi (MG-Si) dan berfungsi sebagai bahan mentah bahan mentah kritikal untuk pengeluaran polimer silikon.
Silikon cair dibuang ke dalam jongkong, dibiarkan sejuk, dan kemudian dihancurkan menjadi serbuk atau butiran untuk pemprosesan kimia selanjutnya. Pada peringkat ini, silikon masih jauh daripada menjadi polimer — ia mesti menjalani urutan tindak balas kimia yang melekatkan kumpulan metil organik pada atom silikon, mewujudkan perantaraan organoklorosilane yang berfungsi sebagai blok binaan semua produk silikon komersial.
Proses Müller-Rochow: Membina Monomer Silikon
Pengeluaran industri monomer silikon dikuasai oleh proses langsung Müller-Rochow, dibangunkan secara bebas pada tahun 1940-an. Dalam proses ini, logam silikon serbuk bertindak balas dengan gas metil klorida (CH₃Cl) dengan kehadiran mangkin kuprum pada suhu antara 250°C dan 350°C. Tindak balas ini menghasilkan campuran sebatian klorosilan, yang paling penting secara komersial ialah dimetildiklorosilane — (CH₃)₂SiCl₂. Molekul ini adalah monomer utama yang mana sebahagian besar silikon komersial akhirnya diperolehi.
Campuran klorosilan yang dihasilkan melalui proses langsung diasingkan melalui penyulingan pecahan ke dalam komponen individunya, setiap satunya mempunyai kereaktifan yang berbeza dan menghasilkan struktur polimer silikon yang berbeza apabila dihidrolisiskan. Dimetildichlorosilane, apabila terdedah kepada air, mengalami hidrolisis pantas - atom klorin digantikan oleh kumpulan hidroksil - dan perantaraan silanol yang terhasil secara spontan terpeluwap antara satu sama lain untuk membentuk rantai polidimetilsiloksana (PDMS). Bergantung pada keadaan tindak balas, panjang rantai, dan campuran khusus monomer klorosilan yang digunakan, polimer yang terhasil boleh menjadi cecair kelikatan rendah, gusi likat, atau polimer asas berat molekul tinggi yang sesuai untuk sebatian menjadi getah silikon.
Mengkompaun Getah Silikon: Dari Polimer Asas kepada Bahan Boleh Acu
Polimer polydimethylsiloxane mentah sahaja tidak sesuai untuk pengacuan suntikan. Ia mesti dikompaun dengan pelbagai bahan tambahan yang melaraskan kekerasan, kekuatan tegangan, pemanjangan, rintangan haba, warna dan ciri-ciri penawarnya untuk memadankan keperluan aplikasi tertentu. Peringkat pengkompaunan ini adalah di mana bahan getah silikon berfungsi yang digunakan dalam mesin pengacuan suntikan sebenarnya dicipta, dan ia melibatkan perumusan teliti oleh ahli kimia bahan yang mengimbangi keperluan harta yang bersaing dengan kekangan pemprosesan.
- Pengisi pengukuhan: Silika wasap adalah pengisi pengukuhan yang paling banyak digunakan dalam sebatian getah silikon. Ditambah pada pemuatan 20–50% mengikut berat, silika berwasap secara mendadak meningkatkan kekuatan tegangan dan rintangan koyakan dengan berinteraksi dengan rantai polimer pada skala molekul. Tanpa tetulang, polimer silikon tulen mempunyai kekuatan mekanikal yang sangat rendah.
- Agen pemautan silang: Untuk mengubah polimer silikon linear atau bercabang ringan menjadi rangkaian elastomerik tiga dimensi, agen penghubung silang mesti digabungkan. Untuk getah ketekalan tinggi (HCR) yang digunakan dalam pengacuan suntikan konvensional, peroksida organik ialah penyambung silang tradisional. Untuk getah silikon cecair (LSR), sistem penyembuhan tambahan yang dimangkinkan platinum adalah standard, menawarkan kitaran penyembuhan yang lebih pantas dan konsistensi harta yang sangat baik.
- Pigmen dan pewarna: Silikon secara semula jadi lut sinar dan menerima pigmentasi dengan mudah. Oksida besi, titanium dioksida dan pigmen organik digabungkan semasa pengkompaunan untuk menghasilkan spektrum penuh warna yang diperlukan oleh pengeluar produk pengguna dan peranti perubatan.
- Alat bantu pemprosesan: Penambahan kecil alat bantu pemprosesan seperti minyak silikon atau lilin meningkatkan tingkah laku aliran sebatian semasa pengacuan suntikan, mengurangkan keperluan tekanan suntikan dan menambah baik pengisian acuan dalam geometri rongga yang kompleks.
- Bahan tambahan berfungsi: Bergantung pada aplikasi akhir, agen tambahan boleh digabungkan — kalis api untuk komponen penebat elektrik, agen antimikrob untuk produk perubatan dan sentuhan makanan, atau penstabil terma untuk aplikasi perkhidmatan suhu tinggi.
Jenis Silikon yang Digunakan dalam Pengacuan Suntikan: HCR vs LSR
Dua bentuk getah silikon yang berbeza diproses dalam mesin pengacuan suntikan, dan ia berbeza dengan ketara dalam keadaan fizikalnya, tingkah laku pemprosesan dan jenis mesin yang diperlukan untuk mengendalikannya. Memilih antara getah ketekalan tinggi (HCR) dan getah silikon cecair (LSR) ialah salah satu keputusan bahan yang paling penting dalam pembangunan produk silikon, secara langsung mempengaruhi kualiti bahagian, masa kitaran, reka bentuk perkakas dan ekonomi pengeluaran.
Getah Ketekalan Tinggi (HCR)
HCR ialah bahan pepejal seperti dempul pada suhu bilik dengan konsistensi yang serupa dengan doh roti yang keras. Ia mempunyai berat molekul yang tinggi — biasanya melebihi satu juta g/mol — dan mesti dipanaskan dan dikerjakan sebelum ia mengalir secukupnya untuk disuntik ke dalam rongga acuan. Sebatian HCR biasanya diawet menggunakan peroksida organik pada suhu 150–200°C, dan selepas pengawetan pada suhu tinggi selalunya diperlukan untuk membangunkan sepenuhnya sifat mekanikal dan membuang sisa hasil sampingan penguraian peroksida. HCR sudah mantap untuk menghasilkan pengedap, gasket, tiub dan aksesori kabel, dan ia boleh diproses pada mesin pengacuan suntikan getah yang diubah suai atau mesin pengacuan mampatan.
Getah Silikon Cecair (LSR)
LSR ialah sistem cecair boleh pam dua komponen yang dibekalkan dalam dram berasingan — Komponen A mengandungi polimer asas dan mangkin platinum, manakala Komponen B mengandungi polimer asas dan penghubung silang (biasanya sebatian silikon hidrida). Kedua-dua komponen tersebut dimeterkan dalam nisbah 1:1 yang tepat, dicampur dalam pengadun statik atau dinamik, dan disuntik ke dalam acuan yang dipanaskan di mana tindak balas penyembuhan penambahan bermangkin platinum berlaku dengan cepat, biasanya dalam masa 10–60 saat pada suhu acuan 150–220°C. LSR tidak menghasilkan produk sampingan penawar, tidak memerlukan pasca penawar, dan memberikan konsistensi bahagian yang luar biasa dengan ketepatan dimensi yang sukar dicapai dengan HCR. Ia adalah bahan pilihan untuk pengeluaran peranti perubatan volum tinggi, produk penjagaan bayi, komponen teknologi boleh pakai dan pengedap industri ketepatan.
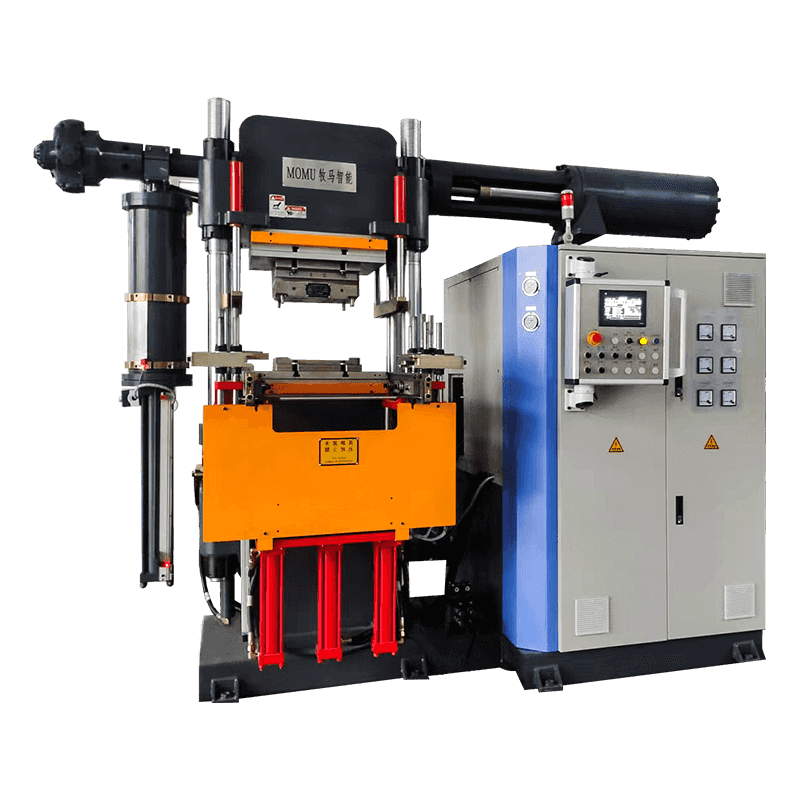
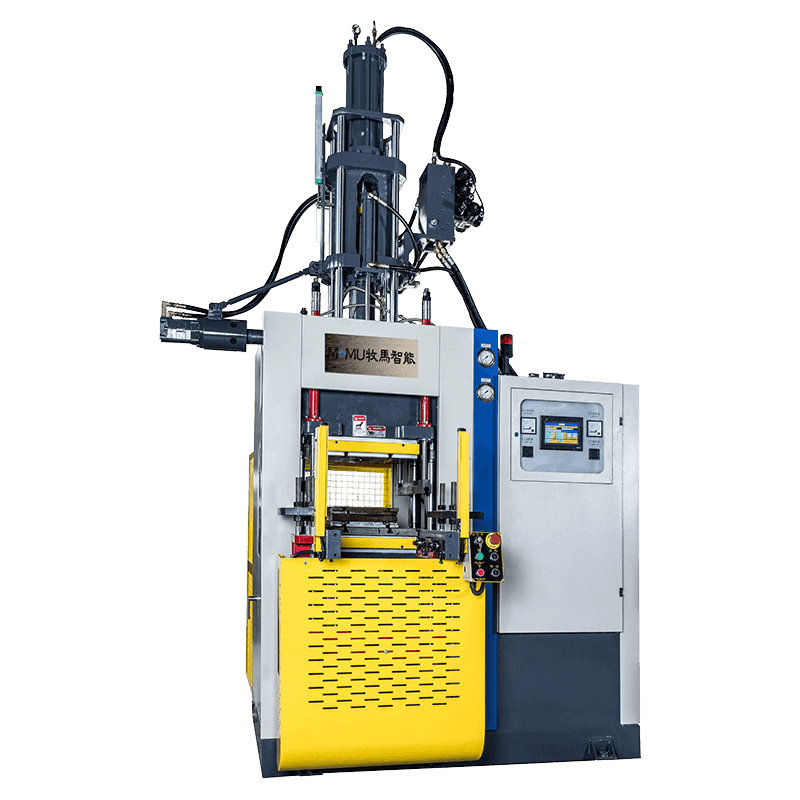
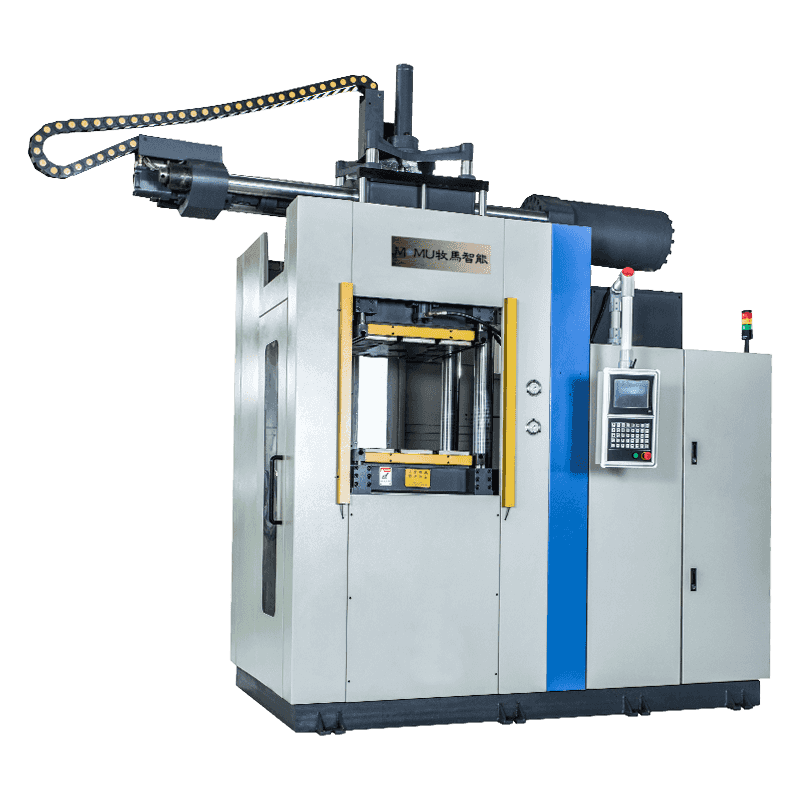
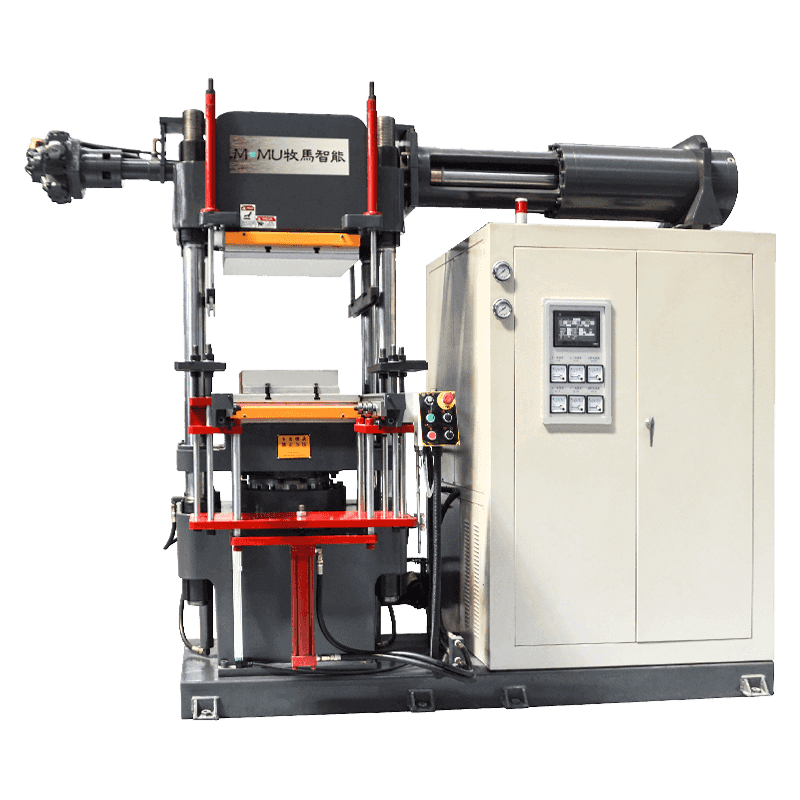
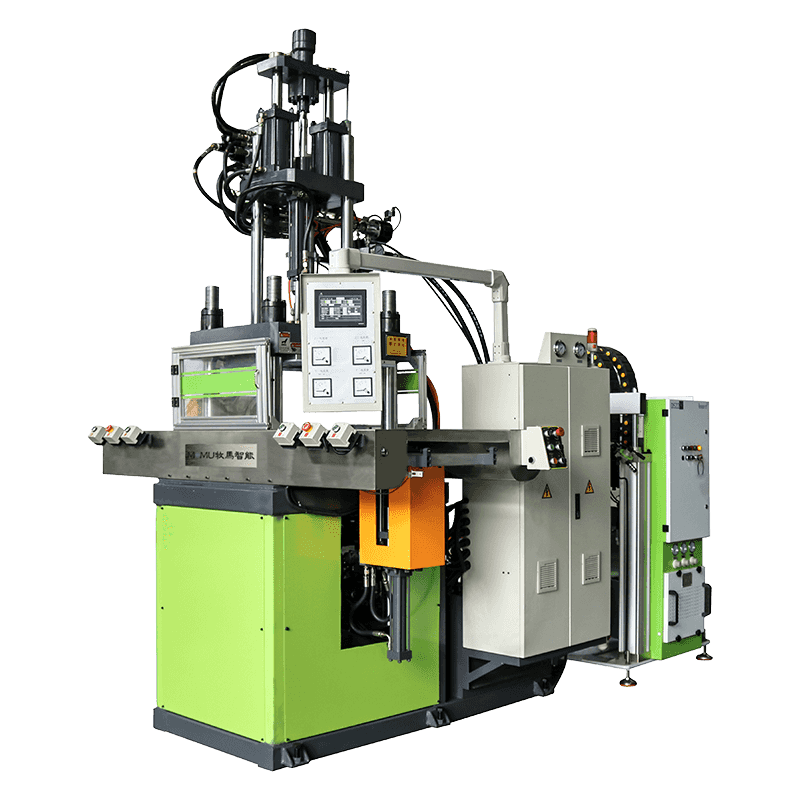
Bagaimana Mesin Pengacuan Suntikan Silikon/Getah Berfungsi
Silikon atau mesin pengacuan suntikan getah berbeza secara asasnya daripada mesin pengacuan suntikan termoplastik standard dalam beberapa aspek kritikal, didorong oleh sifat termoset silikon dan getah — bahan yang menyembuhkan tidak dapat dipulihkan apabila dipanaskan dan bukannya melembutkan apabila dipanaskan seperti yang dilakukan oleh termoplastik. Dalam mesin termoplastik, tong dan skru dipanaskan untuk mencairkan bahan, dan acuan disejukkan untuk menguatkan bahagian tersebut. Dalam mesin pengacuan suntikan silikon/getah, bahan mesti disimpan sejuk di seluruh sistem suntikan untuk mengelakkan pengawetan pramatang, manakala acuan dipanaskan untuk mencetuskan dan menyelesaikan pemvulkanan.
Untuk pemprosesan LSR, unit suntikan dilengkapi dengan sistem pemeteran dan pencampuran dua komponen yang menarik daripada dua dram bahan menggunakan pam gear ketepatan, mencampurkannya dalam nisbah yang betul melalui pemasangan pengadun statik, dan menghantar bahan campuran ke tong suntikan sejuk. Pemasangan tong dan skru disejukkan — biasanya dengan air sejuk pada 5–15°C — untuk mengekalkan LSR di bawah suhu pengaktifannya semasa kitaran suntikan. Apabila bahan disuntik ke dalam acuan yang dipanaskan (150–220°C), peningkatan suhu yang dramatik mengaktifkan mangkin platinum dan tindak balas penawar diteruskan hingga siap dalam beberapa saat.
Komponen Utama Mesin Pengacuan Suntikan Silikon/Getah
| Komponen | Fungsi | Spesifikasi Utama |
| Unit Pemeteran Dua Komponen | Memeter dan mengepam komponen LSR A dan B dengan tepat | Ketepatan nisbah ±0.5% atau lebih baik |
| Pengadun Statik/Dinamik | Menggabungkan komponen A dan B secara homogen sebelum suntikan | Kecekapan pencampuran, pemanasan ricih rendah |
| Tong dan Skru Suntikan Sejuk | Menyampaikan dan menyuntik bahan sambil menghalang penyembuhan pramatang | Penyejukan air sejuk, 5–15°C |
| Unit Pengapit Dipanaskan dan Acuan | Memegang acuan tertutup di bawah tekanan dan membekalkan haba menyembuhkan | 150–220°C, daya pengapit setiap rongga |
| Sistem Pelari Sejuk | Menghantar bahan ke rongga tanpa membuang sprue yang telah sembuh | Sisa hampir sifar, diasingkan secara haba |
| Sistem Kawalan (CNC/PLC) | Menguruskan kelajuan suntikan, tekanan, suhu dan masa | Kebolehulangan proses, pengelogan data |
Pertimbangan Reka Bentuk Acuan Khusus untuk Pengacuan Suntikan Silikon
Reka bentuk acuan untuk pengacuan suntikan silikon memerlukan perhatian yang teliti terhadap faktor-faktor yang berbeza dengan ketara daripada perkakas termoplastik. Kelikatan rendah silikon dalam bentuk LSR — selalunya dibandingkan dengan adunan krim berat atau penkek — bermakna ia akan mudah mengalir ke dalam jurang terkecil antara permukaan pemisah acuan, menghasilkan denyar yang mesti dibuang semasa pemprosesan selepas. Pengacuan silikon tanpa denyar atau hampir tanpa denyar memerlukan toleransi kerataan permukaan perpisahan yang sangat ketat, biasanya dalam lingkungan 2–5 mikron, dan keluli alat tanah ketepatan dengan kekerasan melebihi 48 HRC untuk mengekalkan toleransi ini sepanjang berjuta-juta kitaran.
Pembuangan adalah penting dalam reka bentuk acuan silikon kerana udara yang terperangkap dalam poket rongga tidak boleh keluar melalui bahan seperti yang berlaku dalam beberapa proses berliang - udara yang terperangkap menghasilkan lompang, pukulan pendek atau kecacatan permukaan. Saluran pengudaraan secetek 3–8 mikron digabungkan pada garisan perpisahan dan pada titik isian terakhir setiap rongga. Reka bentuk sistem lenting juga mesti mengambil kira fleksibiliti tinggi dan tack permukaan bahagian silikon yang diawet — menyahkuil tanpa mengoyak atau memesongkan ciri berdinding nipis biasanya memerlukan reka bentuk sudut draf yang teliti, penteksunan permukaan atau penggunaan salutan anti-lekatan seperti PTFE atau rawatan permukaan plasma pada permukaan rongga.
Industri dan Aplikasi Disediakan oleh Silicone Injection Molding
Gabungan sifat bahan silikon yang luar biasa dan ketepatan yang boleh dicapai melalui pengacuan suntikan menjadikan mesin pengacuan suntikan silikon/getah menjadi pusat pengeluaran merentasi pelbagai industri yang sangat pelbagai. Setiap sektor mengeksploitasi subset ciri prestasi silikon yang berbeza, dan keupayaan untuk menghasilkan geometri kompleks dengan toleransi yang ketat pada volum tinggi menjadikan pengacuan suntikan kaedah pengeluaran pilihan dalam kesemuanya.
- Perubatan dan farmaseutikal: Biokompatibiliti silikon, kebolehsterilan dan kelenturan kimia menjadikannya bahan pilihan untuk komponen kateter, pengedap peranti boleh implan, genggaman instrumen pembedahan, topeng pernafasan dan membran injap penghantaran ubat. Pengacuan suntikan LSR membolehkan bahagian ini dihasilkan mengikut piawaian peranti perubatan Kelas III dengan pengesahan dan kebolehkesanan proses penuh.
- Automotif: Pengedap penyambung, gelang grommet, but palam pencucuh, hos pengecas turbo dan gasket untuk aplikasi bawah hud bergantung pada keupayaan silikon untuk mengekalkan prestasi pengedap pada suhu antara -60°C hingga lebih 200°C sepanjang hayat kenderaan.
- Elektronik pengguna: Penutup pelindung, membran butang, pengedap kalis air untuk barang boleh pakai dan hujung fon telinga adalah suntikan yang diacu daripada LSR dalam alat peronggaan tinggi yang menghasilkan berjuta-juta bahagian setahun dengan ketepatan dimensi yang konsisten.
- Produk bayi dan juvana: Puting botol, pacifier, pengikat gigi dan petua sudu suapan yang diperbuat daripada sebatian LSR gred makanan dan mematuhi FDA dihasilkan dalam acuan berbilang rongga dengan protokol pembuatan kebersihan yang ketat.
- Perindustrian dan tenaga: Bangsal penebat elektrik untuk peralatan penghantaran voltan tinggi, diafragma pam, injap sehala, dan pengedap pemprosesan kimia mengeksploitasi gabungan kerintangan elektrik silikon, kestabilan UV dan rintangan kimia dalam persekitaran luar dan proses yang menuntut.
Daripada bijih kuarzit yang dimasukkan ke dalam relau arka ke meterai silikon teracu ketepatan pada implan perubatan, perjalanan silikon daripada bahan mentah kepada produk siap adalah salah satu kimia industri dan kejuruteraan ketepatan yang bekerja dalam penyelarasan yang rapat. Mesin pengacuan suntikan silikon/getah terletak di tengah-tengah rantaian nilai ini — mengubah polimer termoset yang dirumus dengan teliti kepada komponen berprestasi tinggi yang tepat dari segi dimensi yang tertanam secara tidak kelihatan tetapi amat diperlukan dalam produk yang mentakrifkan kehidupan moden.