Pengacuan mampatan getah ialah salah satu proses tertua dan paling banyak digunakan dalam pembuatan bahagian getah, dan mesin di tengah-tengah proses ini — mesin pengacuan mampatan getah — kekal sebagai asas kepada barisan pengeluaran merentasi sektor automotif, aeroangkasa, pengedap industri dan barangan pengguna. Di sebalik peningkatan teknologi pengacuan suntikan dan pemindahan, pengacuan mampatan bertahan kerana kesederhanaan, kelebihan kos perkakas dan kesesuaian untuk pelbagai sebatian getah dan geometri bahagian. Memahami cara mesin ini berfungsi, perkara yang membezakan peralatan berkualiti tinggi daripada purata, dan cara memadankan spesifikasi mesin dengan keperluan pengeluaran anda adalah penting untuk jurutera, pengurus perolehan dan pengendali loji yang bekerja dengan produk getah tervulkan.
Perkara yang Dilakukan oleh Mesin Pengacuan Mampatan Getah
A mesin pengacuan mampatan getah menggunakan haba dan tekanan terkawal pada cas pra-ukur bagi sebatian getah tidak diawet yang diletakkan terus ke dalam rongga acuan terbuka. Apabila mesin menutup acuan di bawah tekanan hidraulik, getah dipaksa untuk mematuhi bentuk rongga. Haba yang berterusan — biasanya antara 150°C dan 200°C bergantung pada sebatian — mencetuskan pemvulkanan, proses penyilang silang kimia yang mengubah sebatian getah yang lembut dan lentur kepada bahagian siap yang tahan lama dan anjal. Setelah kitaran penawar selesai, acuan akan terbuka dan bahagiannya dikeluarkan, selalunya memerlukan penyahtempuran manual untuk memangkas bahan berlebihan yang telah mengalir ke garisan perpisahan.
Proses pengacuan mampatan amat sesuai untuk getah asli, EPDM, silikon, neoprena, nitril (NBR), dan fluoroelastomer (FKM/Viton). Ia biasanya digunakan untuk menghasilkan pengedap, gasket, gelang-O, peredam getaran, diafragma, sesendal dan profil getah tersuai. Oleh kerana acuan terbuka semasa pemuatan, pengacuan mampatan menampung getah bertetulang fabrik, bahagian terikat getah logam, dan sisipan secara lebih semula jadi daripada proses pengacuan suntikan, menjadikannya kaedah pilihan untuk komponen getah komposit kompleks.
Komponen Teras Mesin Pengacuan Mampatan Getah
Memahami komponen utama mesin pengacuan mampatan menjelaskan kedua-dua prinsip operasinya dan faktor kualiti utama untuk dinilai apabila membandingkan model daripada pengeluar yang berbeza.
Sistem Hidraulik
Sistem hidraulik ialah jantung penjanaan daya mesin. Pam hidraulik memacu bendalir ke dalam silinder yang menggerakkan plat bergerak, menghasilkan daya pengapit yang menutup acuan dan mengekalkan tekanan sepanjang kitaran penyembuhan. Daya pengapit diukur dalam tan dan secara langsung menentukan saiz acuan maksimum dan tekanan rongga yang boleh dicapai. Mesin terdiri daripada unit atas bangku kecil 10 hingga 50 tan untuk kerja makmal dan prototaip, kepada mesin pengeluaran besar melebihi 1,000 tan untuk bahagian automotif dan industri. Kestabilan tekanan sistem hidraulik semasa rawatan adalah kritikal — turun naik menyebabkan variasi dimensi pada bahagian siap dan boleh mengakibatkan isian atau lompang yang tidak lengkap dalam getah.

Plat yang Dipanaskan
Plat atas dan bawah ialah plat logam yang rata dan dikisar dengan ketepatan yang memegang bahagian acuan dan memindahkan haba ke dalamnya. Platen dipanaskan secara dalaman menggunakan elemen rintangan elektrik, stim, atau peredaran minyak panas. Pemanasan elektrik adalah yang paling biasa dalam mesin moden kerana kebolehkawalannya yang tepat dan kemudahan penyelenggaraan. Pemanasan wap menawarkan kadar pemanasan yang cepat tetapi memerlukan infrastruktur dan sistem pengurusan tekanan. Keseragaman taburan suhu merentasi permukaan plat adalah salah satu petunjuk kualiti yang paling penting untuk mesin pengacuan mampatan — variasi suhu lebih daripada ±3°C merentasi plat boleh menyebabkan penyembuhan tidak sekata, mengakibatkan bahagian dengan kekerasan, ketumpatan dan ketepatan dimensi yang tidak konsisten merentas acuan.
Sistem Kawalan
Mesin acuan mampatan getah moden menggunakan sistem kawalan berasaskan PLC (pengawal logik boleh atur cara) dengan panel skrin sentuh HMI (antara muka manusia-mesin) yang membolehkan pengendali memprogram dan menyimpan resipi penawar — gabungan tetapan suhu, tekanan dan masa untuk sebatian getah dan bahagian geometri tertentu. Mesin canggih menawarkan kawalan tekanan berbilang peringkat, pernafasan acuan automatik (pelepasan tekanan seketika terkawal untuk membolehkan udara terperangkap dan meruap keluar semasa penyembuhan), dan penyepaduan dengan pemantauan pengeluaran dan sistem data kualiti. Mesin peringkat permulaan mungkin menggunakan pemasa berasaskan geganti atau analog yang lebih ringkas dan kawalan termostat, yang mengehadkan ketepatan dan kebolehkesanan tetapi mengurangkan kos.
Parameter Proses Utama dan Bagaimana Ia Mempengaruhi Kualiti Bahagian
Kualiti pengacuan mampatan getah dikawal oleh tiga parameter proses yang saling bergantung: suhu, tekanan dan masa. Mendapatkan hak ini untuk reka bentuk kompaun getah dan acuan tertentu adalah asas pengeluaran yang konsisten.
| Parameter | Julat Biasa | Kesan Terlalu Rendah | Kesan Terlalu Tinggi |
| Suhu | 150°C – 200°C | Undercure; bahagian yang lembut dan lemah | Overcure; kerapuhan, degradasi permukaan |
| Tekanan | Tekanan rongga 5 – 15 MPa | Isian tidak lengkap; keliangan; pukulan pendek | kilat berlebihan; kerosakan acuan |
| Masa Penyembuhan | 2 – 20 minit (bergantung kepada kompaun) | Undercure; kelekitan; sifat mekanikal yang lemah | Pengembalian (dalam NR); masa kitaran terbuang |
Masa penyembuhan adalah khusus kompaun dan mesti ditetapkan melalui ujian rheometer (menggunakan instrumen seperti MDR — rheometer mati bergerak) sebelum pengeluaran bermula. Rheometer menjana lengkung penyembuhan yang menunjukkan masa penyembuhan optimum (T90 — masa untuk mencapai 90% tork maksimum) untuk suhu tertentu. Bahagian berjalan pada T90 dan bukannya pengawetan berlebihan mengurangkan masa kitaran dan penggunaan tenaga tanpa menjejaskan sifat mekanikal. Banyak kemudahan pengeluaran menyimpan data penawar rheometer bersama resipi penawar PLC mereka untuk mengekalkan kebolehkesanan dan membolehkan pelarasan resipi pantas apabila kelompok bahan mentah berubah.
Jenis Mesin Pengacuan Mampatan Getah
Mesin pengacuan mampatan getah boleh didapati dalam beberapa konfigurasi struktur dan operasi, setiap satu sesuai dengan skala pengeluaran dan keperluan bahagian yang berbeza.
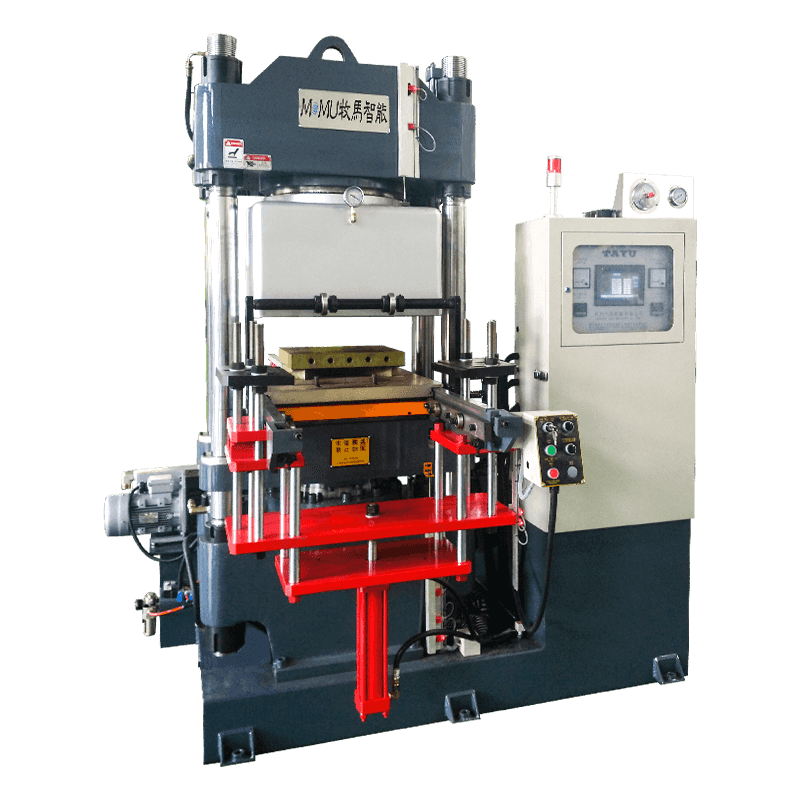
- Akhbar satu siang: Konfigurasi yang paling biasa, dengan satu set plat atas dan bawah yang membuka dan menutup dalam satu tindakan. Mudah dikendalikan dan diselenggara, dan sesuai untuk kebanyakan pengeluaran bahagian getah standard. Tersedia dalam saiz daripada model makmal atas bangku hingga mesin penekan industri yang besar.
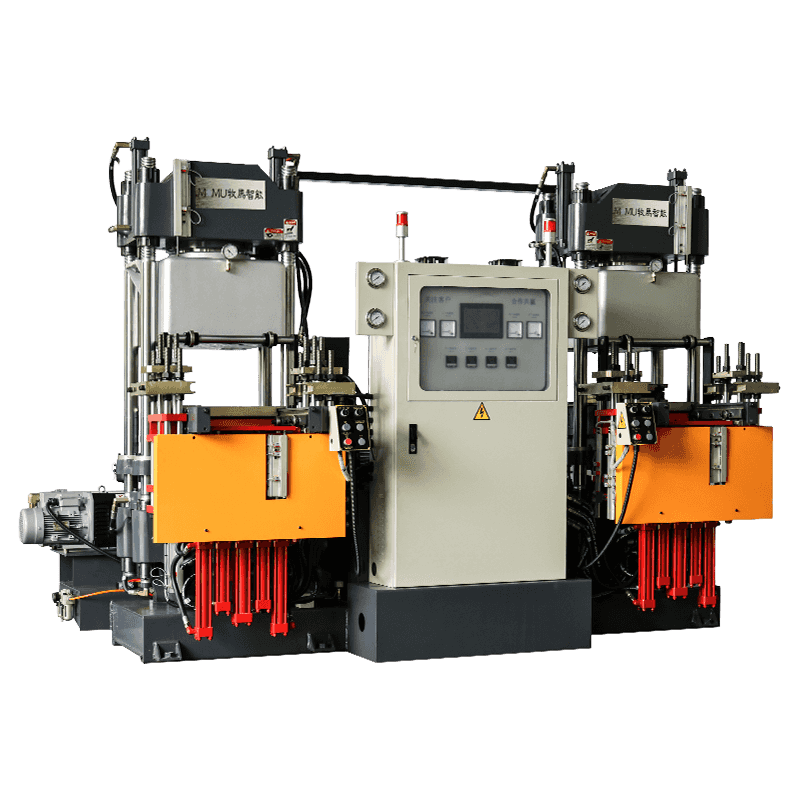
- Akhbar berbilang siang: Mempunyai berbilang aras bukaan acuan (cahaya siang) yang disusun secara menegak dalam bingkai penekan tunggal, membolehkan beberapa acuan disembuhkan serentak dalam satu kitaran penekanan. Meningkatkan output setiap jejak mesin dengan ketara dan digunakan secara meluas dalam pengeluaran gasket dan pengedap volum tinggi.
- Penekan meja berputar: Menggunakan karusel berputar stesen acuan yang mengindeks melalui kedudukan memuatkan, menekan dan memunggah. Mendayakan operasi berterusan dengan masa henti pengendali yang dikurangkan antara kitaran, sangat sesuai untuk pengeluaran volum tinggi bahagian kecil hingga sederhana.
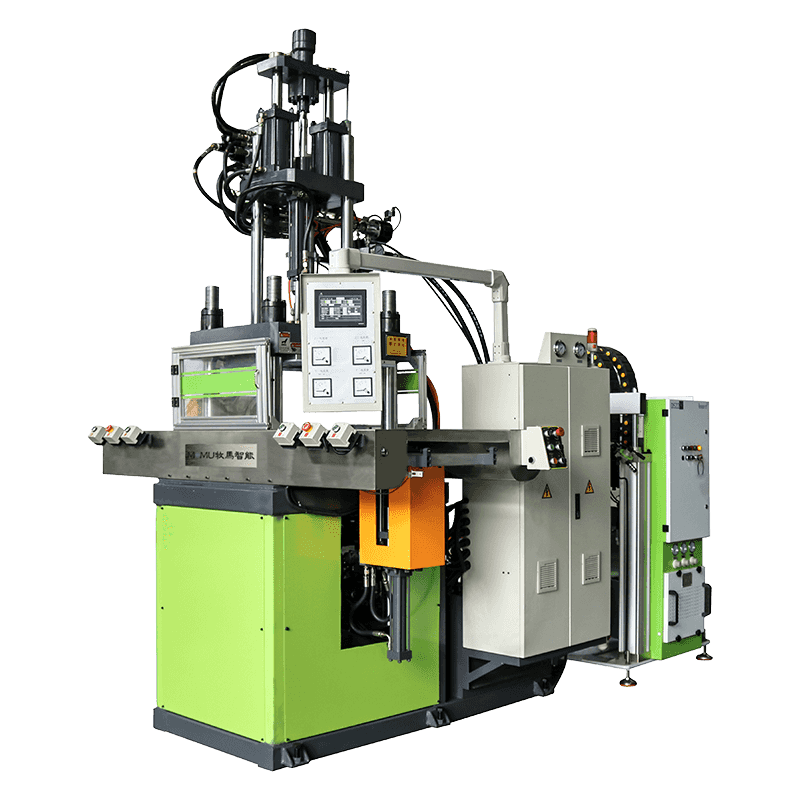
- Mesin pengacuan mampatan vakum: Dilengkapi dengan ruang vakum di sekeliling kawasan acuan, mesin ini mengosongkan udara dari rongga acuan sebelum dan semasa penutupan. Ini menghalang terperangkap udara dalam getah, yang penting untuk bahagian silikon dan aplikasi lain yang keliangan tidak boleh diterima — seperti peranti perubatan, pengedap sentuhan makanan dan diafragma berprestasi tinggi.
- Akhbar hidraulik empat lajur: Menggunakan empat lajur panduan menegak di sekeliling kawasan plat untuk keselarian yang tepat semasa penutupan acuan. Diutamakan untuk acuan besar atau ketepatan di mana pesongan plat atau salah jajaran akan menyebabkan denyar tidak sekata, ketidakpadanan garis perpisahan atau variasi dimensi merentas acuan.
Pengacuan Mampatan lwn. Pengacuan Pemindahan dan Suntikan untuk Getah
Pengeluar getah sering menghadapi keputusan sama ada pemampatan, pemindahan atau pengacuan suntikan adalah proses yang betul untuk bahagian tertentu. Masing-masing mempunyai kelebihan dan had yang jelas yang harus dinilai berdasarkan volum pengeluaran, kerumitan bahagian, jenis bahan dan belanjawan alatan.
| Faktor | Mampatan | Pemindahan | Suntikan |
| Kos Perkakas | rendah | Sederhana | tinggi |
| Masa Kitaran | Lebih lama | Sederhana | Terpendek |
| Sisa Bahan | Sederhana (denyar) | Sederhana (periuk/sprue) | rendah |
| Bahagian Kerumitan | rendah to Medium | Sederhana | tinggi |
| Insert Molding | Cemerlang | bagus | Terhad |
| Kesesuaian Isipadu | rendah to medium | Sederhana | tinggi volume |
| Kemahiran Operator Diperlukan | Sederhana | Sederhana | tinggier |
Pengacuan mampatan secara konsisten menang atas kos perkakas dan fleksibiliti pengacuan sisipan, itulah sebabnya ia kekal sebagai proses dominan untuk pembangunan prototaip, jangka pengeluaran pendek dan bahagian yang memerlukan ikatan logam atau fabrik. Untuk aplikasi volum yang sangat tinggi di mana kos buruh bagi setiap bahagian menjadi faktor ekonomi yang dominan, kitaran automatik pengacuan suntikan dan keperluan pemangkasan kilat minimum secara amnya mewajarkan pelaburan peralatan dan perkakasnya yang lebih tinggi.
Perkara yang Perlu Dinilai Apabila Memilih Mesin Pengacuan Mampatan Getah
Memilih mesin yang betul memerlukan penjajaran yang teliti antara spesifikasi produk anda, volum pengeluaran, sebatian getah dan persekitaran operasi. Membeli peralatan yang kurang spesifik mewujudkan kesesakan; modal pembaziran yang terlalu menentukan. Kriteria berikut harus membimbing sebarang penilaian yang serius:
- Daya pengapit: Kira tan yang diperlukan berdasarkan tekanan rongga yang diunjurkan (biasanya 7 hingga 12 MPa untuk kebanyakan sebatian getah) didarab dengan jumlah luas unjuran semua rongga ditambah kawasan kilat dalam acuan. Sentiasa sertakan margin keselamatan sekurang-kurangnya 20% untuk menampung variasi antara sebatian dan reka bentuk acuan.
- Saiz plat: Plat mestilah cukup besar untuk menampung acuan terbesar anda dengan kelegaan pada semua sisi untuk pengapitan dan keseragaman terma. Saiz plat standard berkisar antara 200 × 200 mm untuk mesin penekan makmal kecil hingga 1,200 × 1,200 mm atau lebih besar untuk mesin pengeluaran industri.
- Keseragaman suhu: Minta spesifikasi keseragaman suhu plat pengeluar dan sahkan secara bebas jika boleh. Untuk silikon ketepatan atau bahagian getah gred perubatan, keseragaman ±2°C atau lebih baik merentasi permukaan plat penuh adalah penting.
- Pembukaan siang: Jarak maksimum antara plat terbuka mesti menampung ketinggian acuan anda serta kelegaan untuk penyingkiran dan pemuatan bahagian. Cahaya siang yang tidak mencukupi memaksa pengendali ke kedudukan janggal yang memperlahankan masa kitaran dan meningkatkan risiko ergonomik.
- Kecanggihan sistem kawalan: Nilaikan sama ada storan resipi PLC, pengelogan data dan keupayaan pemantauan jauh sejajar dengan keperluan pengurusan kualiti dan kebolehkesanan anda. Industri seperti automotif (IATF 16949) dan perubatan (ISO 13485) mempunyai jangkaan dokumentasi proses khusus yang tidak dapat disokong oleh mesin yang lebih ringkas.
- Sokongan selepas jualan dan ketersediaan alat ganti: Pengedap hidraulik, elemen pemanas dan komponen kawalan haus dari semasa ke semasa. Sahkan bahawa pengilang atau pengedar tempatan mengekalkan inventori alat ganti dan boleh memberikan sokongan teknikal dalam masa respons yang boleh diterima untuk persekitaran pengeluaran anda.
Amalan Penyelenggaraan Yang Memanjangkan Hayat Mesin dan Melindungi Kualiti Bahagian
Mesin pengacuan mampatan getah yang beroperasi dalam keadaan pengeluaran tertakluk kepada kitaran haba berterusan, tekanan tekanan hidraulik dan pencemaran kompaun getah. Rutin penyelenggaraan yang berdisiplin bukanlah pilihan — ia adalah perbezaan antara mesin yang memberikan output yang konsisten selama 20 tahun dan mesin yang menjana kecacatan dan masa henti dalam tempoh lima tahun.
- Harian: Bersihkan permukaan plat dan muka pemisah acuan daripada sisa denyar dan kompaun menggunakan agen pelepas yang sesuai dan alat bukan kasar. Periksa paras bendalir hidraulik dan semak kebocoran yang boleh dilihat di sekeliling pengedap dan kelengkapan silinder. Sahkan bacaan suhu plat terhadap termokopel yang ditentukur.
- Mingguan: Periksa keadaan bendalir hidraulik dan status penapis. Periksa lajur panduan dan selari plat. Sahkan bahawa semua kunci keselamatan — termasuk hentian kecemasan, langsir cahaya dan injap pelepas tekanan — berfungsi dengan betul.
- Bulanan: Kalibrasi pengawal suhu dan termokopel terhadap rujukan yang boleh dikesan. Periksa rintangan elemen pemanas untuk mengenal pasti elemen yang menghampiri akhir hayat sebelum ia gagal dalam pengeluaran. Periksa pengedap silinder hidraulik untuk tanda-tanda tangisan.
- Setiap tahun: Penukaran cecair hidraulik penuh dan penggantian penapis. Pengukuran kerataan plat dan pembetulan jika perlu. Pemeriksaan sistem elektrik lengkap termasuk ketat terminal, rintangan penebat, dan penggantian bateri PLC.
Mesin acuan mampatan getah ialah pelaburan modal jangka panjang yang pulangannya bergantung pada disiplin proses seperti kualiti mesin. Memadankan spesifikasi mesin yang betul dengan rangkaian produk anda, mewujudkan parameter proses yang tepat untuk setiap kompaun, dan mengekalkan peralatan mengikut piawaian pengilang adalah tiga tunggak acuan mampatan getah yang produktif dan kos efektif. Bagi pengeluar yang mendapat kombinasi ini dengan betul, pengacuan mampatan kekal sebagai salah satu proses pembentukan getah yang paling boleh dipercayai dan cekap dari segi ekonomi yang ada.