Mengapa Vakum Mengubah Segala-galanya dalam Pemvulkanan Getah
Pemvulkanan getah — proses penyambungan rantai polimer menggunakan haba dan tekanan untuk mengubah getah mentah menjadi bahan yang tahan lama dan anjal — telah diamalkan secara industri selama lebih 180 tahun. Namun pengenalan teknologi vakum ke dalam proses pemvulkanan mewakili salah satu penambahbaikan yang paling ketara dalam pembuatan getah moden. A mesin pemvulkan getah vakum mengosongkan udara dan gas terperangkap daripada sebatian getah dan rongga acuan sebelum dan semasa pengawetan, menghapuskan keliangan, lompang dan kecacatan permukaan yang tidak dapat dielakkan daripada pemvulkanan tekanan atmosfera dalam komponen ketepatan.
Hasilnya ialah produk unggul yang boleh diukur: rangkaian pautan silang yang lebih padat, sifat mekanikal yang dipertingkatkan, ketepatan dimensi yang lebih baik, dan permukaan bebas kecacatan — semuanya kritikal dalam aplikasi di mana kegagalan komponen getah membawa akibat keselamatan atau peraturan. Memandangkan permintaan untuk bahagian getah ketepatan semakin meningkat merentasi sektor automotif, aeroangkasa, perubatan dan elektronik, mesin pemvulkanan vakum telah beralih daripada peralatan khusus kepada peralatan perindustrian arus perdana.
Proses Pemvulkanan: Konvensional lwn Vakum
Untuk memahami nilai pemvulkanan vakum, adalah berguna untuk memeriksa dengan tepat di mana kaedah konvensional gagal.
Acuan Mampatan atau Pemindahan Konvensional
Dalam pemampatan standard atau pemvulkanan pemindahan, sebatian getah diletakkan dalam acuan yang dipanaskan, dan tekanan dikenakan untuk memaksa bahan masuk ke dalam rongga acuan. Udara yang terperangkap di dalam kompaun atau di antara muka acuan kompaun tidak mempunyai laluan melarikan diri. Apabila suhu meningkat dan hubungan silang bermula, udara yang terperangkap ini membentuk mikrovoid - liang, lepuh dan lubang permukaan - yang mengurangkan ketumpatan bahagian, kekuatan tegangan dan hayat keletihan. Untuk produk pengguna yang tidak kritikal, kemerosotan ini boleh diterima. Untuk pengedap, diafragma, komponen peranti perubatan dan gasket aeroangkasa, ia tidak.
Pemvulkanan Berbantukan Vakum
Mesin pemvulkan getah vakum menggunakan vakum terkawal — biasanya dalam julat –0.08 hingga –0.098 MPa (kira-kira –80 hingga –98 kPa tolok) — ke rongga acuan sebelum suntikan kompaun atau pemampatan, dan mengekalkan vakum itu melalui peringkat awal penyembuhan. Pemindahan ini mengeluarkan gas terlarut daripada matriks getah, menghilangkan poket udara antara muka, dan merendahkan takat didih lembapan dalam sebatian, menariknya keluar sebelum haba digunakan. Kitaran pengawetan kemudiannya diteruskan di bawah kedua-dua vakum dan tekanan yang dikenakan, menghasilkan bahagian yang disatukan sepenuhnya, bebas lompang.
Kelebihan Teknikal Utama Pemvulkanan Vakum
Faedah prestasi pemvulkanan vakum boleh diukur merentas pelbagai metrik kualiti dan proses:
- Penghapusan keliangan dan lompang — Pemindahan vakum mengeluarkan udara yang terperangkap sebelum pengelasan menguncinya di tempatnya. Bahagian mencapai ketumpatan relatif menghampiri maksimum teori untuk sebatian, yang secara langsung diterjemahkan kepada kekuatan tegangan yang lebih baik, pemanjangan semasa putus, dan rintangan keletihan.
- Kualiti permukaan yang unggul — Tanpa udara terperangkap pada antara muka acuan-getah, permukaan siap adalah licin, bersih dari segi kosmetik dan bebas daripada pitting. Ini amat kritikal untuk kanta silikon gred optik, tiub perubatan dan barangan getah yang dihadapi pengguna di mana estetika menjejaskan kualiti yang dilihat.
- Ketepatan dimensi yang lebih baik — Penyatuan bebas lompang menghasilkan bahagian yang sesuai dengan geometri acuan. Pengecutan lebih boleh diramal dan seragam, mengurangkan variasi dimensi selepas sembuh — kelebihan utama untuk cincin-O, pengedap dan bahagian acuan toleransi ketat.
- Aliran kompaun yang lebih baik dalam geometri kompleks — Cabutan vakum membantu pergerakan kompaun ke bahagian bawah yang dalam, bahagian nipis dan ciri acuan yang rumit yang sukar diisi oleh suntikan tekanan atmosfera sepenuhnya.
- Mengurangkan kadar sekerap dan kerja semula — Dengan menghapuskan punca utama kecacatan visual dan struktur dalam getah acuan, pemvulkanan vakum dengan ketara merendahkan kadar penolakan pada komponen ketepatan, meningkatkan keberkesanan peralatan keseluruhan (OEE) untuk operasi pengacuan getah.
- Keserasian dengan sebatian sensitif lembapan — Getah silikon, EPDM, dan elastomer khusus tertentu amat sensitif terhadap sisa kelembapan semasa pengawetan. Penyahgasan vakum sebelum dipanaskan dengan berkesan menghilangkan lembapan ini, menghalang keliangan yang didorong oleh wap pada bahagian yang diawet.
Jenis Mesin Pemvulkan Getah Vakum
Peralatan pemvulkanan vakum tersedia dalam beberapa konfigurasi, setiap satu sesuai dengan skala pengeluaran yang berbeza, jenis getah dan geometri bahagian.
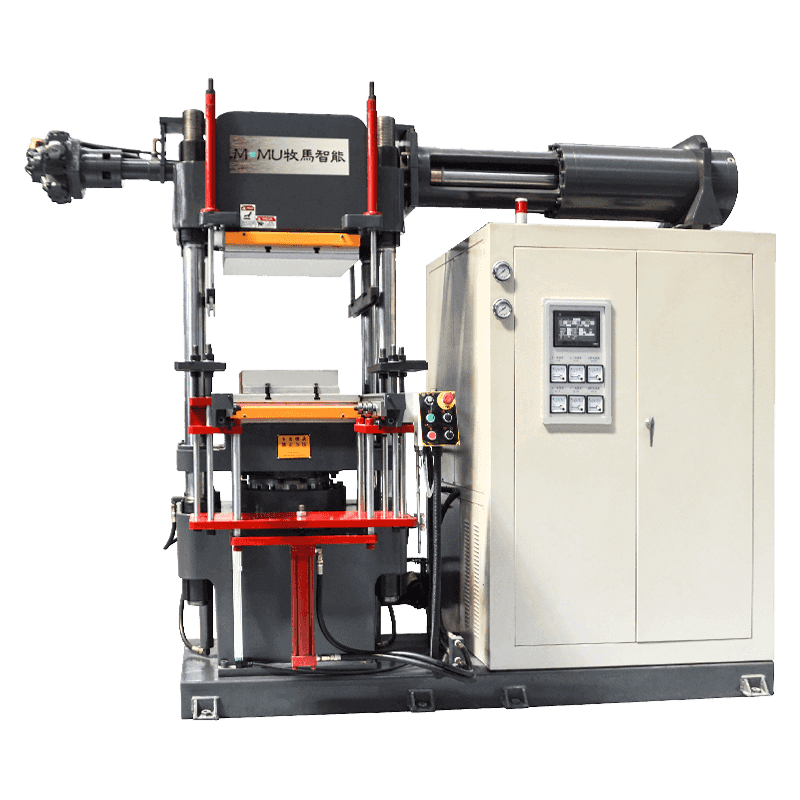
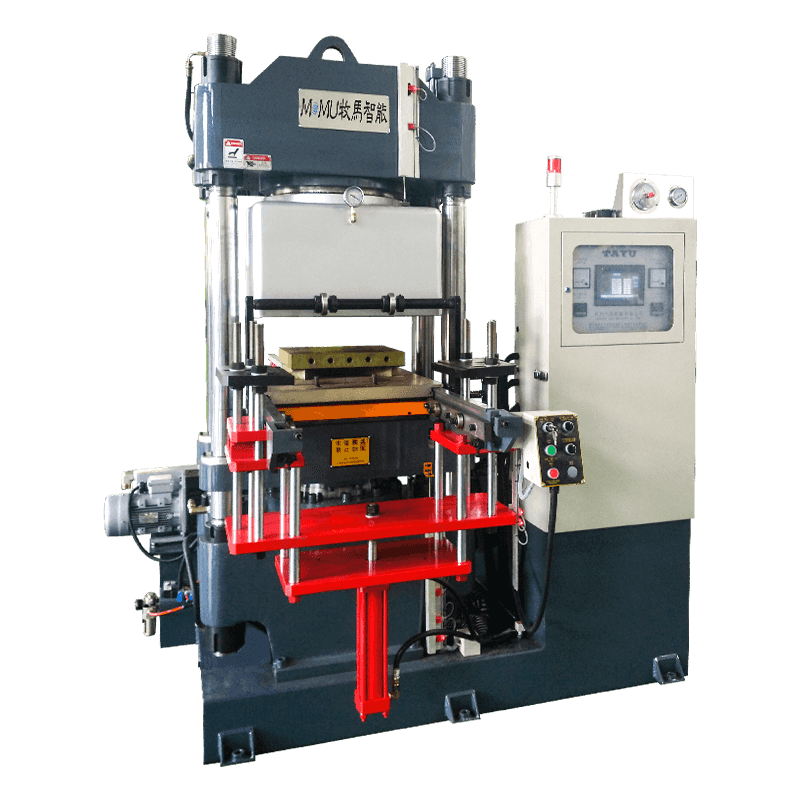
Mesin Pengacuan Mampatan Vakum
Konfigurasi yang paling banyak digunakan dalam pengacuan getah kelompok. Penekan hidraulik dengan plat yang dipanaskan memampatkan acuan; litar vakum — disepadukan ke dalam acuan atau digunakan melalui ruang vakum persisian — mengosongkan rongga sebelum dan semasa penutupan. Sesuai untuk pad rata, cadar, gasket, dan profil acuan yang agak mudah. Suhu plat biasanya berkisar dari 150°C hingga 200°C , dengan tekanan hidraulik dari 10 hingga 200 tan bergantung pada saiz bahagian dan kelikatan kompaun.
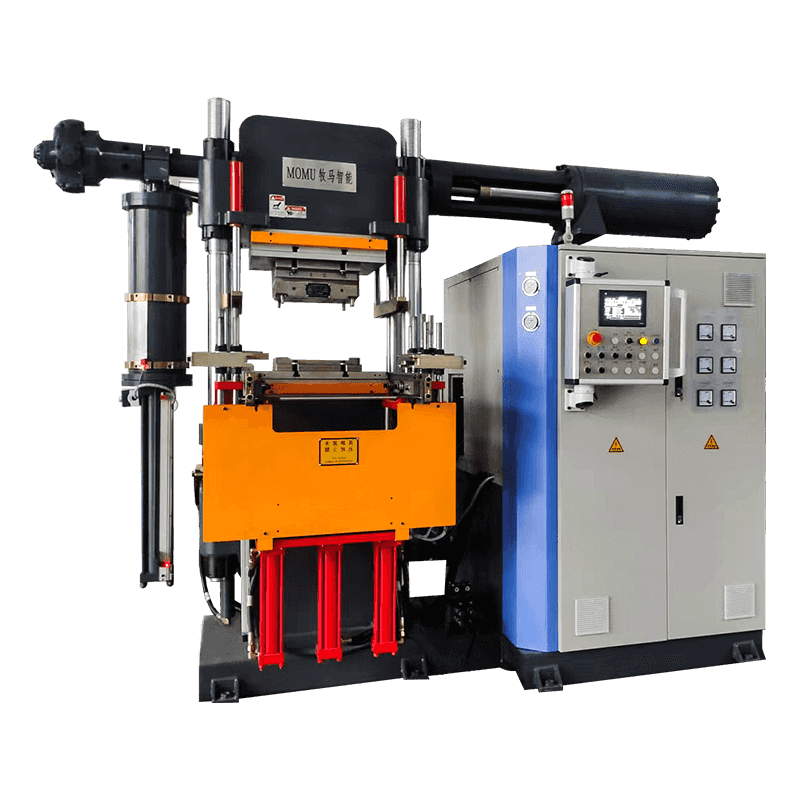
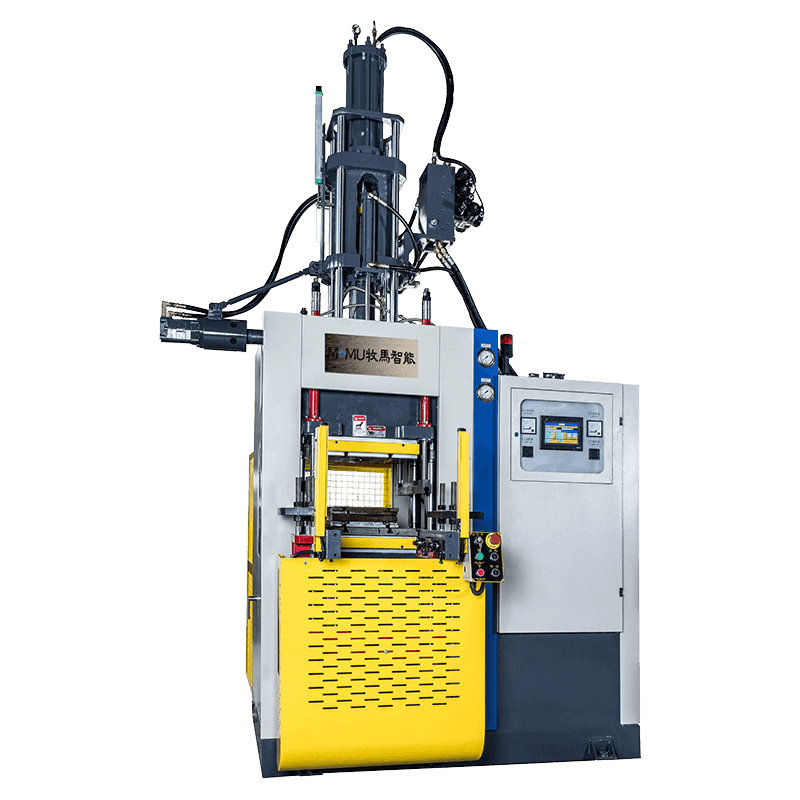
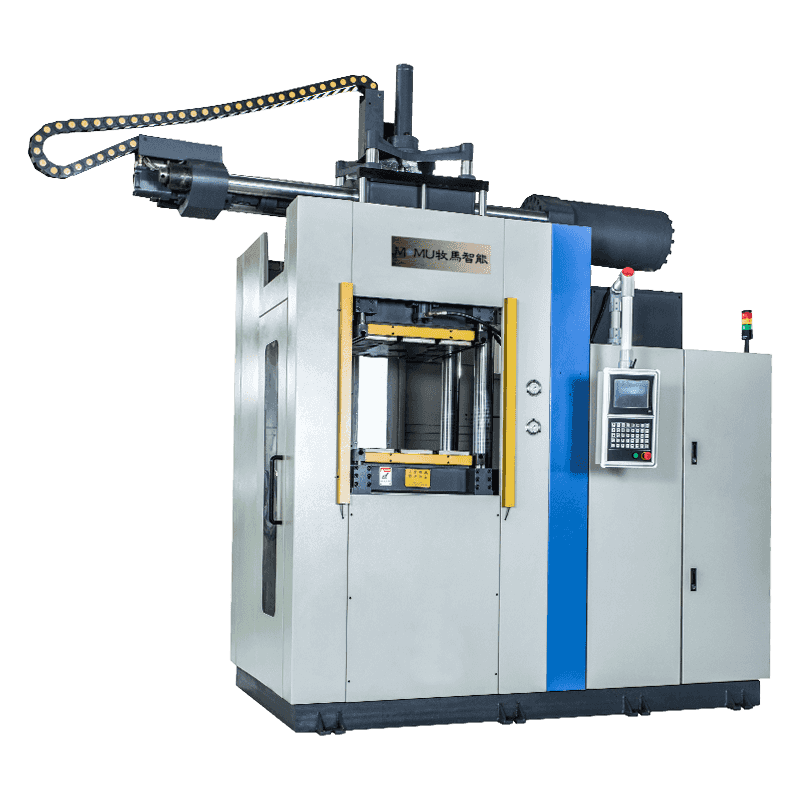
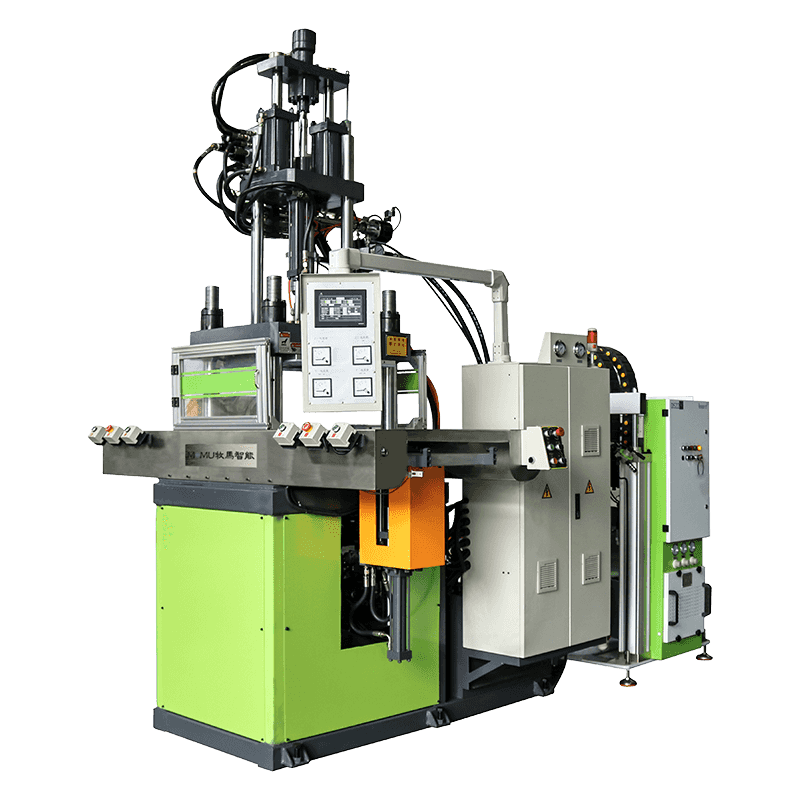
Mesin Pengacuan Suntikan Vakum
Menggabungkan pemindahan rongga vakum dengan suntikan sebatian getah pra-plastik di bawah tekanan. Acuan dimeterai dan dikosongkan sebelum suntikan bermula, kemudian kompaun disuntik ke dalam rongga yang dikosongkan. Konfigurasi ini memberikan ketekalan dimensi terbaik untuk bahagian tiga dimensi kompleks yang dihasilkan dalam volum tinggi — pengedap automotif, grommet penyambung dan komponen peranti perubatan adalah aplikasi biasa. Masa kitaran adalah lebih pendek daripada pengacuan mampatan kerana pemeteran kompaun yang tepat dan pengisian yang lebih cepat.
Vulkaniser Autoklaf Vakum
Digunakan untuk bahagian getah yang besar dan berbentuk tidak sekata — hos, sambungan pengembangan, paip bergaris getah dan pemasangan komposit — yang tidak boleh ditampung oleh acuan penekan konvensional. Bahagian itu diletakkan di dalam beg vakum atau ruang tertutup, dikosongkan, dan kemudian tertakluk kepada suhu dan tekanan tinggi (wap atau udara panas) di dalam bekas autoklaf. Biasa dalam ikatan getah aeroangkasa dan aplikasi lapisan getah industri besar. Masa kitaran lebih lama tetapi prosesnya menampung geometri bahagian yang tidak boleh dikendalikan oleh kaedah lain.
Penekan Pemvulkanan Plat Vakum (Jenis Tali Pinggang Penghantar)
Direka khusus untuk memvulkan tali pinggang penghantar getah, kepingan lantai dan produk rata yang lebar. Platen berbilang yang dipanaskan menekan tali pinggang atau lembaran yang disuap secara berterusan semasa vakum digunakan pada zon penekan. Biasa dalam pembuatan tali pinggang penghantar dan pengeluaran lantai getah, di mana lebar boleh melebihi 2,000 mm dan pemprosesan berterusan diperlukan.
Komponen Sistem Teras
Mesin pemvulkan getah vakum mengintegrasikan beberapa subsistem yang mesti berfungsi dalam penyelarasan untuk mencapai kualiti penyembuhan yang konsisten.
| Subsistem | Fungsi | Spesifikasi Utama |
|---|---|---|
| Sistem Pam Vakum | Mengosongkan rongga acuan untuk menyasarkan tekanan | Sasaran: ≤–0.095 MPa; ram berputar atau pam cincin cecair |
| Plat Pemanas / Ruang | Membekal dan mengekalkan suhu penawar secara seragam | ±1–2°C keseragaman; elektrik atau wap yang dipanaskan |
| Sistem Pengapit Hidraulik | Menggunakan dan menahan tekanan penutupan acuan | Ton dipadankan dengan kawasan bahagian dan kelikatan kompaun |
| Sistem Pengedap Vakum | Mengekalkan integriti vakum semasa kitaran penyembuhan | O-ring atau pengedap labirin pada garisan perpisahan acuan |
| Sistem Kawalan PLC | Susun peristiwa vakum, suhu dan tekanan | Profil penawar boleh atur cara; keupayaan pengelogan data |
| Pengawal Suhu Acuan | Pemanasan pantas dan peraturan suhu yang tepat | dikawal PID; masa tindak balas <30 saat |
Aplikasi Perindustrian
Mesin pemvulkan getah vakum digunakan di mana-mana pemvulkanan konvensional menghasilkan kadar kecacatan yang tidak boleh diterima atau di mana sifat bahan mesti memenuhi piawaian prestasi yang ketat.
Sistem Pengedap Automotif
Pengedap petak enjin, gasket pintu dan tingkap, cincin O sistem bahan api, dan diafragma sistem brek adalah antara aplikasi volum tertinggi. Kenderaan penumpang tunggal mengandungi lebih 400 komponen pengedap getah individu , kebanyakannya mesti memenuhi piawaian sifar kebocoran sepanjang hayat perkhidmatan sepanjang 150,000 km. Pengacuan vakum memastikan integriti keratan rentas bebas lompang yang memungkinkan ini.

Peralatan Perubatan dan Farmaseutikal
Komponen getah silikon untuk peranti perubatan — tiub, penyumbat, diafragma, elemen pam peristaltik dan bahagian yang boleh ditanam — memerlukan kebebasan mutlak daripada keliangan dan pencemaran. Pemvulkanan vakum ialah proses standard yang diterima untuk pengacuan silikon gred perubatan, dan penyerahan peraturan untuk peranti perubatan Kelas II dan III biasanya merujuk pemprosesan vakum sebagai sebahagian daripada protokol pembuatan yang disahkan.
Aeroangkasa dan Pertahanan
Pengedap pintu pesawat, gasket tekanan kabin, elastomer sistem bahan api, dan pelekap pengasingan getaran mesti memenuhi keperluan AS9100 dan spesifikasi MIL yang menangani keliangan dan toleransi dimensi secara jelas. Pemvulkanan autoklaf vakum ialah kaedah standard untuk pemasangan terikat getah gred aeroangkasa dan komponen elastomer format besar.
Elektronik dan Semikonduktor
Papan kekunci silikon, sesentuh elastomer konduktif, gasket pelindung EMI dan kanta silikon gred optik untuk aplikasi LED semuanya mendapat manfaat daripada pengacuan vakum. Keliangan dalam komponen ini menyebabkan variasi rintangan elektrik, penyerakan optik, dan kegagalan mekanikal pramatang — kecacatan yang dihapuskan oleh pemvulkanan vakum pada peringkat proses dan bukannya bergantung pada pemeriksaan hiliran dan pengisihan.
Hos Industri dan Sistem Penghantar
Hos hidraulik bertekanan tinggi, talian pemindahan kimia dan tali pinggang penghantar yang beroperasi dalam persekitaran yang kasar atau agresif secara kimia memerlukan pembinaan getah yang padat dan bebas lompang untuk mencapai tekanan pecah terkadar dan hayat perkhidmatan. Autoklaf vakum atau pemvulkanan penekan plat vakum memberikan kualiti penyatuan yang diminta oleh aplikasi ini.
Parameter Proses dan Reka Bentuk Kitaran Penyembuhan
Kitaran penawar untuk pemvulkanan vakum melibatkan siri peristiwa yang disusun dengan tepat. Penyimpangan daripada jujukan yang dioptimumkan — terutamanya pemasaan vakum berbanding tanjakan suhu — secara langsung menjejaskan kualiti bahagian.
- Pemuatan acuan dan penutupan awal — Kompaun dimuatkan dan acuan ditutup pada kedudukan "retak" (separa tertutup) untuk membolehkan cabutan vakum tanpa mampatan penuh.
- Aplikasi vakum — Pam vakum mengosongkan rongga acuan ke tekanan sasaran (biasanya ≤–0.09 MPa). Peringkat ini biasanya berlangsung 30 hingga 120 saat bergantung pada isipadu rongga dan kandungan gas kompaun. Vakum mesti dicapai sebelum pemindahan haba yang ketara ke sebatian bermula — pemanasan pramatang memulakan pemautan silang sebelum penyahgasan selesai.
- Penutupan acuan penuh di bawah vakum — Setelah vakum sasaran disahkan, tekanan pengapit hidraulik penuh dikenakan. Kompaun mengalir ke dalam rongga yang dikosongkan di bawah cabutan vakum gabungan dan tekanan mekanikal.
- Penyembuhan isoterma — Suhu acuan dikekalkan pada suhu penyembuhan yang ditentukan (biasanya 150–180°C untuk sebatian NR/SBR; 170–200°C untuk silikon) untuk masa penyembuhan t90 yang dikira — masa untuk mencapai 90% ketumpatan pautan silang maksimum seperti yang ditentukan oleh analisis rheometer.
- Pelepasan tekanan dan pembongkaran — Selepas penyembuhan selesai, tekanan pengapit dilepaskan, vakum dibuang, dan acuan dibuka untuk penyingkiran bahagian. Pemvulkanan sekunder selepas penyembuhan dalam ketuhar mungkin ditentukan untuk sebatian silikon dan fluoroelastomer tertentu untuk melengkapkan pemautan silang dan menghalau keluaran sampingan penawar.
Kriteria Pemilihan Peralatan
Memilih yang betul mesin pemvulkanan vakum untuk aplikasi tertentu memerlukan penilaian beberapa faktor yang saling bergantung. Memudahkan keputusan ini membawa kepada sama ada peralatan kurang ditentukan yang tidak dapat mencapai kualiti yang diperlukan, atau mesin terlalu kejuruteraan yang keupayaannya tidak pernah digunakan.
- Saiz bahagian dan geometri — Profil rata atau ringkas sesuai dengan konfigurasi penekan mampatan; bahagian tiga dimensi yang kompleks memerlukan keupayaan pengacuan suntikan; bentuk besar atau tidak teratur memerlukan pemprosesan autoklaf.
- Jenis kompaun getah — Silikon, EPDM, NBR, fluoroelastomer dan getah asli masing-masing mempunyai suhu penyembuhan, tekanan dan keperluan kepekaan vakum yang berbeza yang mempengaruhi spesifikasi mesin.
- Jumlah pengeluaran — Pengeluaran volum tinggi mewajarkan pelaburan dalam mesin suntikan berbilang rongga dengan pembongkaran automatik; kerja volum rendah atau prototaip lebih baik dilayan oleh unit mampatan yang lebih kecil dan fleksibel.
- Kedalaman vakum dan masa tahan — Aplikasi dengan sebatian yang sangat likat atau formulasi kandungan gas yang tinggi memerlukan vakum yang lebih dalam (lebih hampir kepada -0.098 MPa) dan masa penahanan pemindahan yang lebih lama sebelum permulaan penyembuhan.
- Spesifikasi keseragaman suhu — Bahagian perubatan dan aeroangkasa bertoleransi ketat memerlukan keseragaman suhu plat ±1°C atau lebih baik; aplikasi industri am boleh menerima ±3–5°C.
- Automasi dan keperluan pengelogan data — Industri terkawal (perubatan, aeroangkasa, hubungan makanan) memerlukan pengelogan parameter proses penuh, kebolehkesanan mengikut kelompok, dan profil penawar dikawal PLC yang tidak boleh ditindih secara manual semasa pengeluaran.
Audit proses yang komprehensif — menyemak rumusan kompaun, reka bentuk bahagian, keperluan kualiti dan jumlah pengeluaran — dijalankan sebelum perolehan peralatan mengelakkan ralat spesifikasi yang mahal dan memastikan mesin yang dipilih menyampaikan output yang diperlukan daripada pentauliahan seterusnya.