Bagaimana Mesin Pengacuan Suntikan Getah Berfungsi
A mesin pengacuan suntikan getah memproses sebatian getah mentah kepada bahagian siap berbentuk tepat dengan memaksa bahan getah yang dipanaskan dan diplastiskan di bawah tekanan tinggi ke dalam rongga acuan tertutup, di mana ia memvulkan — bersilang secara kimia — menjadi pepejal anjal yang stabil. Tidak seperti pengacuan suntikan termoplastik, yang mencairkan dan mencairkan semula bahan yang sama, pengacuan suntikan getah bergantung pada tindak balas pemvulkanan tidak boleh balik yang dicetuskan oleh haba dan masa. Sebaik sahaja getah telah sembuh di dalam acuan, ia tidak boleh dicairkan semula atau diperbaharui, yang bermaksud setiap parameter proses mesti didail masuk dengan betul sebelum pengeluaran penuh bermula.
Proses ini bermula dengan sebatian getah dimasukkan ke dalam unit plastik mesin - biasanya pemasangan skru dan tong - di mana ia dipanaskan kepada suhu pra-panas yang dikawal dengan teliti, biasanya antara 70°C dan 100°C, yang menjadikannya boleh mengalir tanpa mencetuskan pemvulkanan pramatang. Putaran skru menghomogenkan sebatian dan membina tekanan suntikan. Apabila acuan ditutup dan diapit, unit suntikan memacu getah plastik melalui sprue, pelari, dan pintu masuk ke dalam rongga acuan. Acuan itu sendiri dipanaskan pada suhu yang lebih tinggi — lazimnya antara 160°C dan 200°C — di mana agen pemvulkanan diaktifkan dan getah sembuh dalam masa yang ditetapkan sebelum acuan dibuka dan bahagian itu dikeluarkan.
Komponen Teras dan Fungsinya
Memahami peranan fungsi setiap komponen utama membantu pengendali mendiagnosis masalah, mengoptimumkan tetapan proses dan membuat keputusan termaklum apabila membandingkan spesifikasi mesin daripada pengeluar yang berbeza.
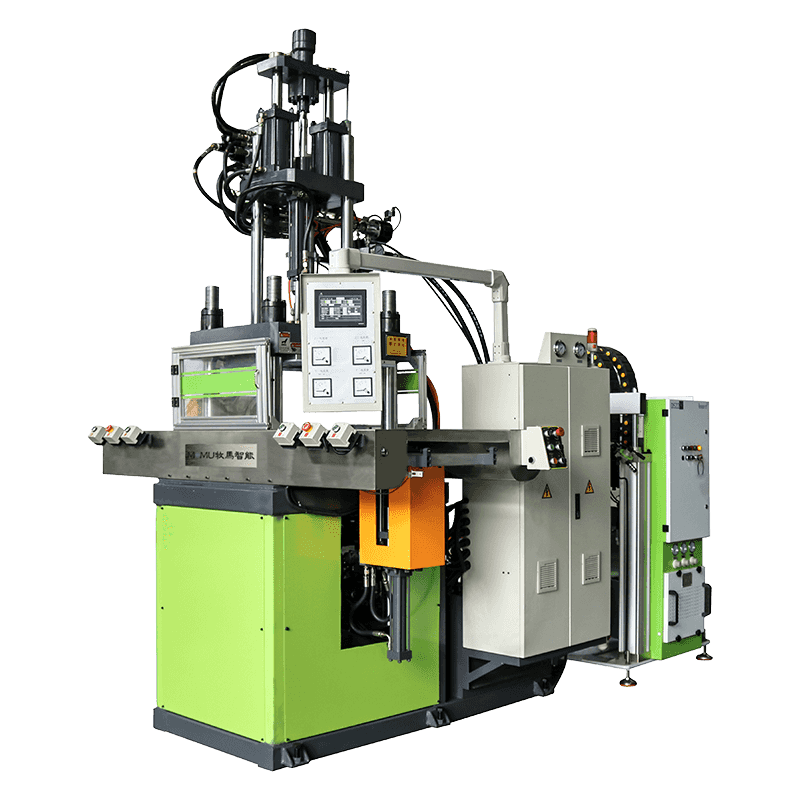
Unit Suntikan
Unit suntikan terdiri daripada tong yang dipanaskan, skru salingan, dan muncung. Skru berfungsi dua tujuan: ia berputar untuk memplastikan dan menyampaikan sebatian getah ke hadapan, kemudian bertindak sebagai pelocok untuk menyuntik pukulan bahan terkumpul ke dalam acuan. Geometri skru untuk getah berbeza daripada yang digunakan dalam mesin termoplastik — skru getah biasanya mempunyai nisbah mampatan yang lebih rendah dan penerbangan yang lebih cetek untuk mengelakkan penjanaan haba geseran yang berlebihan yang boleh menyebabkan hangus, iaitu pemvulkanan pramatang di dalam tong sebelum bahan mencapai acuan.
Unit Pengapit
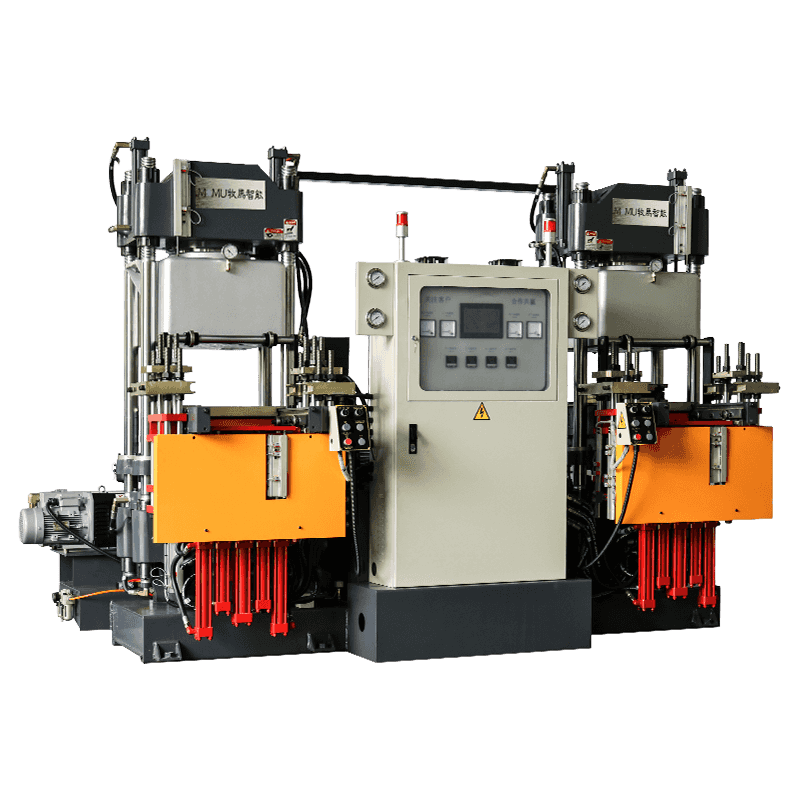
Unit pengapit memegang dua bahagian acuan bersama-sama melawan daya yang dihasilkan oleh tekanan suntikan. Daya pengapit diukur dalam kilonewton (kN) atau tan dan mesti melebihi kawasan unjuran rongga acuan didarab dengan tekanan suntikan. Daya pengapit yang tidak mencukupi menyebabkan kilat — sirip nipis getah berlebihan pada garisan perpisahan — yang menambahkan kos melalui pemangkasan dan menjejaskan ketepatan dimensi bahagian. Kebanyakan mesin suntikan getah menggunakan sistem pengapit hidraulik, walaupun konfigurasi hidraulik berbantu togol dan langsung masing-masing menawarkan ciri kelajuan dan daya berbeza yang sesuai dengan keperluan pengeluaran yang berbeza.
Acuan dan Sistem Pemanasan
Acuan ialah elemen perkakas yang mentakrifkan geometri bahagian siap. Untuk suntikan getah, acuan dipanaskan — selalunya dengan pemanas kartrij elektrik atau minyak panas yang beredar — untuk mengekalkan suhu pemvulkanan yang stabil di seluruh permukaan rongga. Keseragaman suhu dalam acuan adalah kritikal: bintik panas menyebabkan sifat bahan pengawetan berlebihan dan terdegradasi, manakala bintik sejuk membawa kepada bahagian yang kurang terawat yang gagal dalam perkhidmatan. Acuan berkualiti tinggi termasuk penderia suhu yang diletakkan berhampiran setiap rongga untuk membolehkan pemantauan dan pembetulan masa nyata semasa pengeluaran.
Sistem Kawalan
Mesin pengacuan suntikan getah moden dilengkapi dengan sistem kawalan berasaskan PLC atau berasaskan PC yang membolehkan pengendali memprogram dan menyimpan resipi proses lengkap meliputi zon suhu tong, profil kelajuan suntikan, tekanan suntikan, tekanan tahan, masa penyembuhan, suhu acuan dan jujukan lontar. Keupayaan untuk menyimpan dan mengingat semula resipi amat penting dalam kemudahan berbilang produk di mana mesin sentiasa ditukar antara sebatian getah dan bahagian geometri yang berbeza, setiap satu memerlukan set parameter yang berbeza.
Parameter Proses Utama Setiap Operator Mesti Kawal
Kualiti bahagian acuan suntikan getah ditentukan oleh seberapa tepat parameter proses ditetapkan dan dikekalkan sepanjang pengeluaran dijalankan. Parameter berikut berinteraksi antara satu sama lain, bermakna perubahan dalam satu sering memerlukan pelarasan pada yang lain untuk mengekalkan kualiti bahagian.
| Parameter | Julat Biasa | Kesan Jika Terlalu Rendah | Kesan Jika Terlalu Tinggi |
| Suhu tong | 70°C – 100°C | Aliran lemah, isian tidak lengkap | Hangus, penawar pramatang |
| Suhu Acuan | 160°C – 200°C | Bahagian yang kurang sembuh, lemah | Penyembuhan berlebihan, degradasi permukaan |
| Tekanan Suntikan | 80 – 200 MPa | Tembakan pendek, lompang | Flash, kerosakan acuan |
| Masa Penyembuhan | 30 saat – 10 min | Bahagian norak, kurang terawat | Bahagian rapuh, terlalu pulih |
| Kelajuan Suntikan | Khusus aplikasi | Garis bersatu, isian tidak lengkap | Pancutan, perangkap udara |
Masa penyembuhan ialah parameter dengan kesan paling langsung pada masa kitaran dan oleh itu pengeluaran pengeluaran. Ia mesti ditentukan dengan ujian rheometer bagi sebatian getah khusus yang digunakan, kerana formulasi berbeza — getah asli, EPDM, silikon, NBR, neoprena — masing-masing mempunyai kinetik pemvulkanan sendiri. Percubaan untuk memendekkan masa penyembuhan melebihi apa yang dibenarkan oleh kimia sebatian menghasilkan bahagian yang kurang terawat yang mungkin lulus pemeriksaan awal tetapi gagal dalam perkhidmatan sebelum waktunya.
Industri dan Aplikasi Tempat Mesin Ini Digunakan
Mesin pengacuan suntikan getah menyediakan pelbagai jenis industri di mana toleransi dimensi yang ketat, sifat bahan yang konsisten dan jumlah pengeluaran yang tinggi diperlukan serentak. Sektor automotif menyumbang sebahagian besar kapasiti pengacuan suntikan getah global, menghasilkan pengedap, gasket, grommet, peredam getaran, gelang-O dan pelucutan cuaca — komponen yang mesti berprestasi boleh dipercayai merentasi julat suhu ekstrem dan hayat perkhidmatan yang panjang. Bahagian getah gred automotif biasanya diacu daripada sebatian EPDM, NBR atau silikon yang dipilih untuk ketahanannya terhadap cecair, suhu dan keadaan persekitaran tertentu.
Industri peranti perubatan adalah satu lagi pengguna utama pengacuan suntikan getah, terutamanya untuk komponen silikon. Pengacuan suntikan getah silikon cecair (LSR) ialah varian khusus bagi proses yang mengendalikan sistem silikon pengawetan platinum dua komponen, menghasilkan bahagian seperti pengedap pembedahan, komponen kateter, topeng pernafasan dan komponen peranti penghantaran ubat. Pengacuan LSR memerlukan konfigurasi mesin khusus dengan tong suntikan yang disejukkan — bertentangan dengan pengacuan getah konvensional — kerana bahan itu cepat sembuh pada suhu acuan tetapi mesti disimpan sejuk di dalam tong untuk mengelakkan pengadukan pramatang.
- Automotif: Pengedap pintu dan tingkap, gasket enjin, pengasing getaran, komponen brek, penyambung hos, dan grommet bawah hud yang memerlukan rintangan haba dan bendalir.
- Perubatan dan farmaseutikal: Sumbat silikon untuk vial, komponen picagari, pengedap boleh ditanam, membran peranti pernafasan dan komponen pengurusan cecair yang memerlukan biokompatibiliti dan rintangan pensterilan.
- Elektronik: Butang pad kekunci, pengedap penyambung, pad pelembap getaran dan gasket penutup yang melindungi papan litar daripada kelembapan dan kejutan mekanikal.
- Jentera perindustrian: Pengedap hidraulik, cincin O pneumatik, komponen tali pinggang penghantar, diafragma pam dan elemen gandingan yang beroperasi di bawah tekanan mekanikal berterusan.
- Barangan pengguna: Tapak kasut, genggaman pemegang, pengedap perkakas dapur, komponen produk bayi dan bahagian barangan sukan di mana kualiti sentuhan dan ketahanan kedua-duanya penting.
Membandingkan Pengacuan Suntikan Getah kepada Pengacuan Pemindahan dan Mampatan
Pengacuan suntikan getah bukan satu-satunya proses yang tersedia untuk pengeluaran bahagian getah. Pengacuan pindahan dan pengacuan mampatan adalah alternatif yang lebih lama dan lebih mudah yang masih digunakan secara meluas. Memahami kecemerlangan setiap proses membantu pengeluar memilih kaedah yang betul untuk geometri bahagian tertentu, keperluan volum dan belanjawan.
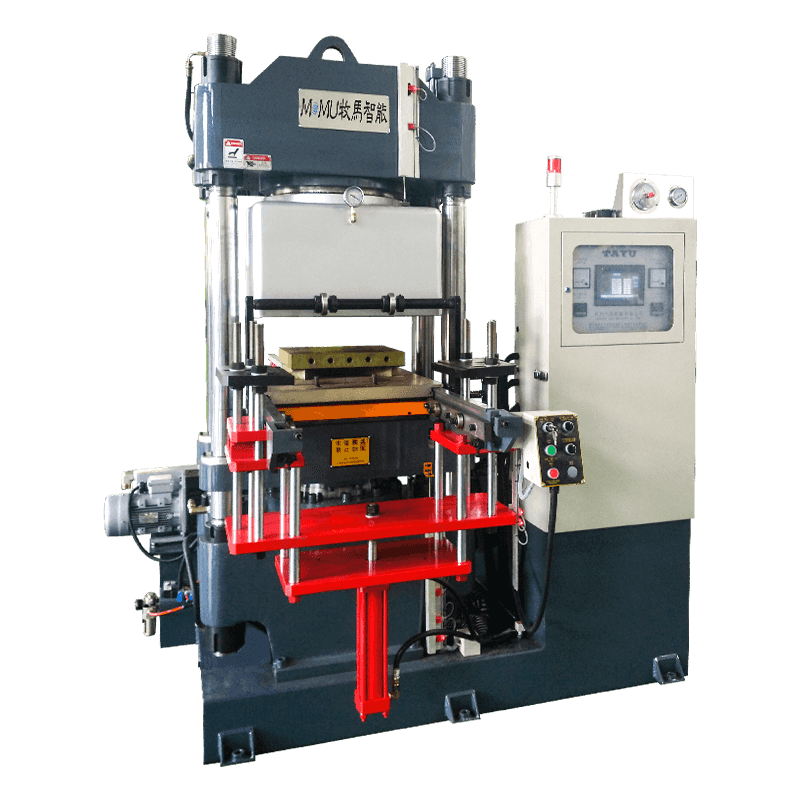
Pengacuan mampatan meletakkan slug getah yang belum ditimbang terlebih dahulu ke dalam rongga acuan terbuka, kemudian menutup acuan di bawah tekanan hidraulik dan haba. Ia adalah pilihan perkakas yang paling mudah dan kos terendah tetapi menghasilkan tahap denyar yang lebih tinggi, kurang konsistensi dimensi dan masa kitaran yang lebih lama berbanding suntikan. Ia kekal praktikal untuk bahagian yang besar dan ringkas dengan volum pengeluaran yang rendah di mana justifikasi kos perkakas lebih penting daripada kecekapan masa kitaran. Pengacuan pemindahan menggunakan periuk dan pelocok untuk menolak getah dari takungan melalui lubang sprue ke dalam acuan tertutup, menawarkan kawalan dimensi yang lebih baik daripada pemampatan tetapi masih menghasilkan penyingkiran bahan buangan dari periuk pemindahan yang mesti dibuang. Pengacuan suntikan menghapuskan kebanyakan sisa ini dengan menyuntik hanya jumlah pukulan tepat yang diperlukan, menyampaikan masa kitaran yang paling singkat dan paling konsisten, dan menghasilkan ketepatan dimensi tertinggi — menjadikannya proses pilihan di mana-mana sahaja volum bahagian dan keperluan kualiti mewajarkan pelaburan mesin yang lebih tinggi.

Perkara yang Perlu Dinilai Apabila Memilih Mesin Pengacuan Suntikan Getah
Memilih mesin pengacuan suntikan getah yang betul untuk aplikasi tertentu memerlukan penilaian beberapa spesifikasi yang saling bergantung dan bukannya memfokuskan pada mana-mana nombor tunggal seperti daya pengapit atau saiz pukulan secara berasingan.
- Daya pengapit: Kira daya pengapit yang diperlukan berdasarkan kawasan rongga yang diunjurkan dan tekanan suntikan yang dijangkakan. Sentiasa sertakan margin keselamatan sekurang-kurangnya 10–15% melebihi minimum yang dikira untuk mengambil kira kebolehubahan proses.
- Isipadu pukulan dan diameter skru: Kapasiti pukulan mesin mesti selesa menampung berat bahagian ditambah berat sistem pelari tanpa melebihi 80% daripada jumlah pukulan maksimum, yang memastikan homogenisasi bahan yang konsisten pada setiap kitaran.
- Keselamatan hangus: Nilaikan reka bentuk tong mesin dan ketepatan kawalan suhu. Mesin yang dimaksudkan untuk sebatian sensitif haba atau pengawetan cepat memerlukan kawalan suhu tong yang dizonkan dengan ketat dan reka bentuk skru masa tinggal yang singkat untuk mengelakkan hangus.
- Saiz plat acuan dan cahaya siang: Sahkan bahawa dimensi plat mesin dan jarak bukaan acuan maksimum (siang hari) adalah serasi dengan dimensi acuan dan ketinggian bahagian semasa lonjakan.
- Keupayaan sistem kawalan: Untuk kemudahan berbilang produk, utamakan mesin dengan penyimpanan resipi, pengelogan data proses dan keupayaan pemantauan jauh untuk menyokong kebolehkesanan kualiti dan mengurangkan masa persediaan antara kerja.