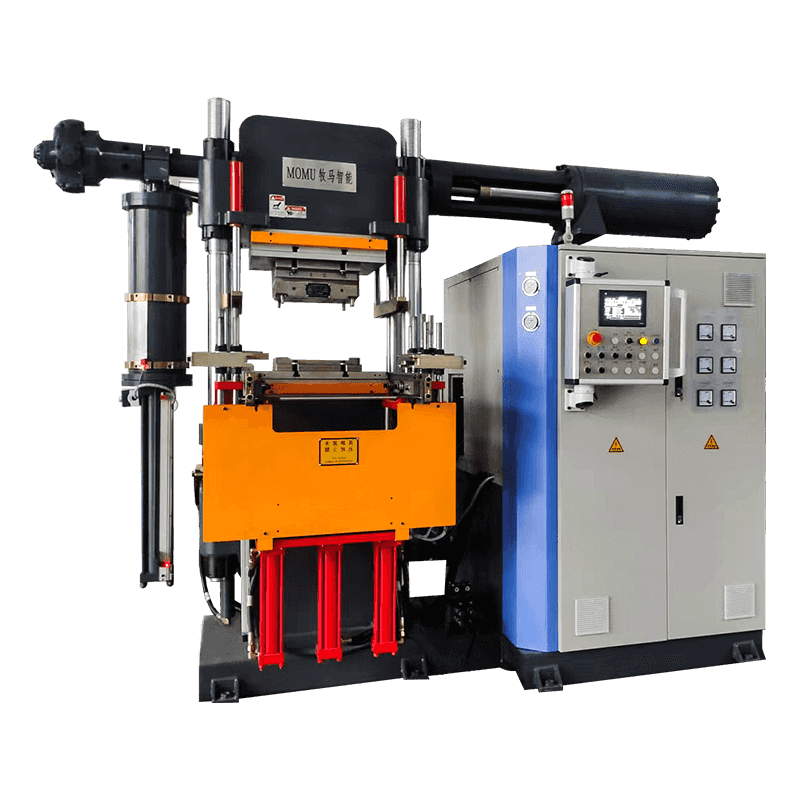
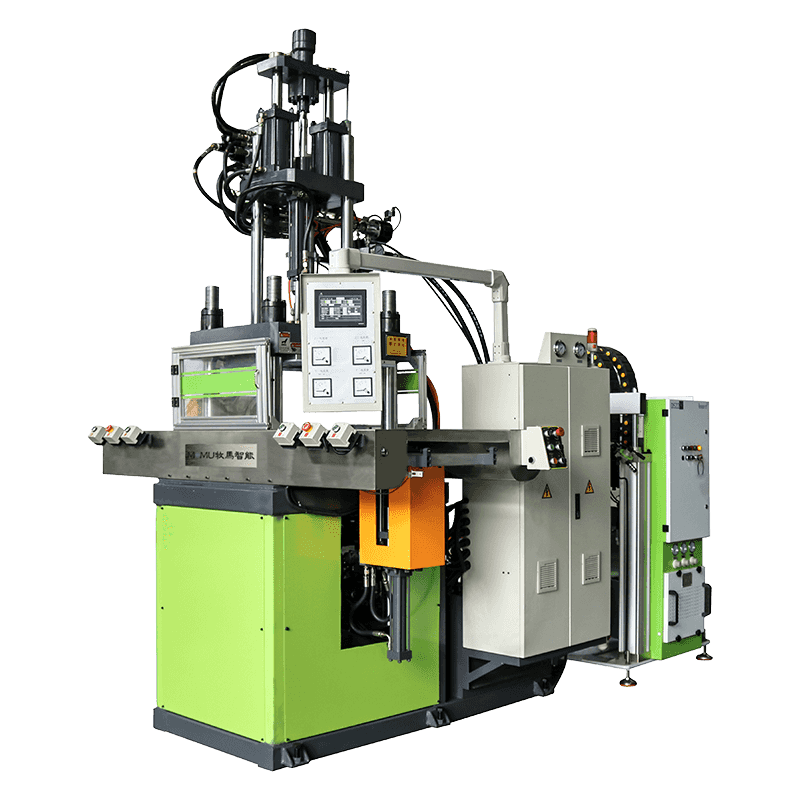
Apakah Mesin Pengacuan Suntikan LSR?
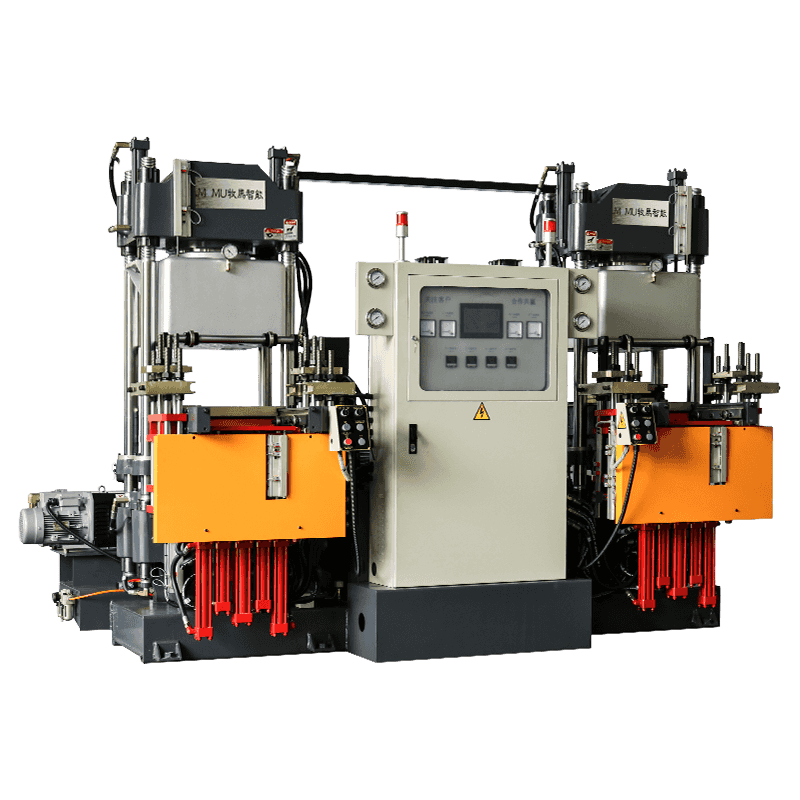
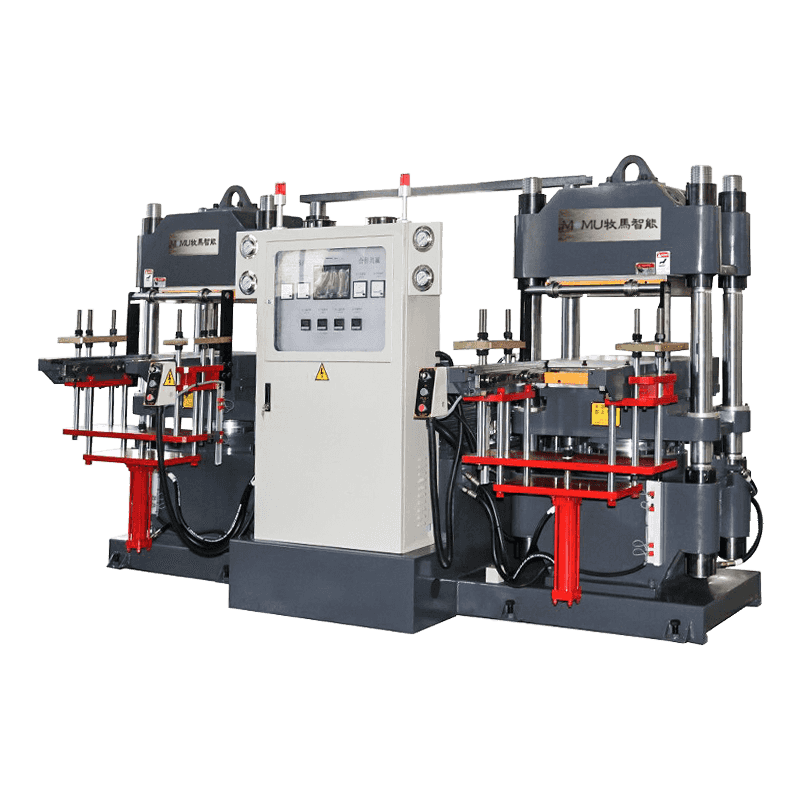
An Mesin pengacuan suntikan LSR ialah sistem pengeluaran khusus yang direka untuk memproses getah silikon cecair (LSR) kepada bahagian acuan ketepatan melalui kitaran suntikan automatik yang tertutup. Tidak seperti pengacuan suntikan termoplastik, yang mencairkan pelet pepejal dan menyuntiknya ke dalam acuan yang disejukkan, pengacuan LSR berfungsi secara terbalik: silikon cecair dua komponen disimpan sejuk semasa suntikan dan kemudian diawetkan di dalam acuan yang dipanaskan melalui tindak balas pemvulkanan yang dimangkinkan platinum. Perbezaan asas dalam tingkah laku bahan ini memacu hampir setiap keputusan reka bentuk dalam jentera khusus LSR — daripada tong terkawal suhu dan sistem pemeteran kepada unit pengapit dan pembinaan acuan.
Mesin LSR digunakan merentasi pelbagai industri di mana sahaja kombinasi silikon kelenturan, kestabilan terma, biokompatibiliti dan rintangan kimia diperlukan. Peranti perubatan, produk bayi, pengedap automotif, komponen elektronik pengguna dan membran industri adalah antara aplikasi yang paling biasa. Memahami prinsip kerja mesin, subsistem utama dan kriteria pemilihan adalah penting untuk jurutera dan profesional pemerolehan yang menilai keupayaan pengeluaran LSR.
Cara Pengacuan Suntikan LSR Berfungsi: Proses Teras
LSR dibekalkan sebagai sistem dua bahagian: Komponen A mengandungi polimer asas dan mangkin platinum, manakala Komponen B mengandungi penyambung silang dan perencat. Kedua-dua komponen itu disimpan dalam dram yang berasingan dan disuap melalui unit pemeteran dan pencampuran - biasanya pengadun statik - yang menggabungkannya dalam nisbah 1:1 mengikut volum yang tepat. Mengekalkan ketepatan nisbah tepat adalah penting kerana sebarang sisihan mengubah kimia pengawetan dan menghasilkan bahagian dengan kekerasan yang tidak konsisten, penyembuhan tidak lengkap atau kelekitan permukaan.
Selepas mencampurkan, LSR gabungan disuntik ke dalam acuan yang dipanaskan - biasanya dikekalkan antara 160°C dan 220°C - di mana pemangkin platinum memacu silang silang yang pantas. Masa penyembuhan bergantung pada geometri bahagian, ketebalan dinding dan suhu acuan, tetapi kebanyakan kitaran pengeluaran berkisar antara beberapa saat untuk bahagian dinding nipis hingga beberapa minit untuk komponen yang lebih tebal. Oleh kerana silikon yang telah diawet mengecut sedikit apabila ia bersilang, reka bentuk acuan mesti mengambil kira perubahan dimensi ini untuk menahan toleransi yang ketat pada bahagian siap.
Unit suntikan itu sendiri mesti disejukkan — biasanya disejukkan dengan air hingga sekitar 10–15°C — untuk mengelakkan pengawetan pramatang dalam tong sebelum pukulan mencapai acuan. Sistem pelari sejuk ini, sering dilanjutkan ke dalam geometri sprue dan pelari di dalam acuan, meminimumkan sisa bahan dengan mengekalkan LSR dalam keadaan cecair yang tidak diawet sehingga ke pintu pagar, kemudian membenarkan perbezaan haba antara pelari sejuk dan rongga acuan panas untuk mencetuskan pengawetan dengan tepat di mana diperlukan.
Subsistem Utama Mesin Pengacuan Suntikan LSR
Unit Pemeteran dan Dos
Unit pemeteran ialah subsistem paling kritikal yang unik untuk pemprosesan LSR. Ia menarik dua komponen LSR daripada dram bertekanan menggunakan pam omboh pneumatik atau dipacu servo, mengekalkan nisbah isipadu yang tepat sepanjang syot, dan menghantar bahan campuran ke unit suntikan tanpa memasukkan udara. Sistem pemeteran canggih mencapai ketepatan nisbah dalam ±0.5% merentas pengeluaran dan termasuk penderia pemantauan berterusan yang mencetuskan penggera jika nisbah menyimpang melebihi toleransi yang ditetapkan. Pengadun statik — elemen heliks pasif yang melaluinya kedua-dua komponen disuap — mencapai pencampuran homogen tanpa bahagian yang bergerak, mengurangkan keperluan penyelenggaraan berbanding alternatif pencampuran dinamik.

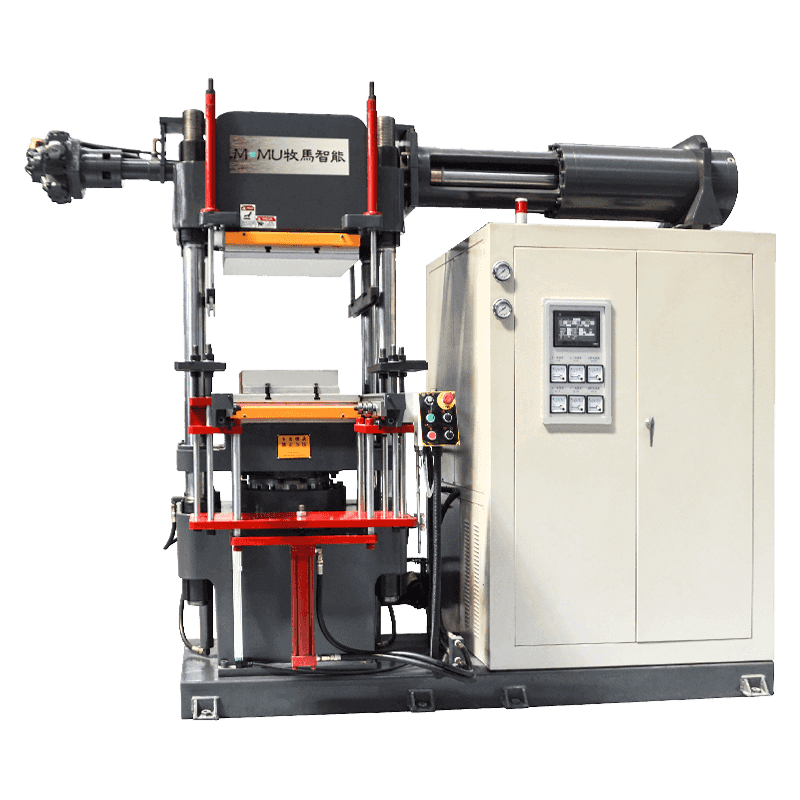
Unit Suntikan
Unit suntikan untuk LSR berbeza daripada unit termoplastik dalam beberapa cara penting. Geometri skru menggunakan kedalaman penerbangan yang cetek dan nisbah mampatan rendah untuk mengelakkan menjana haba geseran yang akan menyembuhkan bahan dalam tong secara pra-matang. Keseluruhan tong dijaket dengan litar penyejukan air. Kelajuan dan tekanan suntikan dikawal servo untuk memastikan ciri isian yang konsisten merentas setiap tangkapan, dan unit suntikan lazimnya beroperasi pada tekanan yang jauh lebih rendah daripada sistem termoplastik — biasanya antara 500 dan 1,500 bar — kerana kelikatan rendah LSR memerlukan kurang daya untuk mengisi rongga acuan.
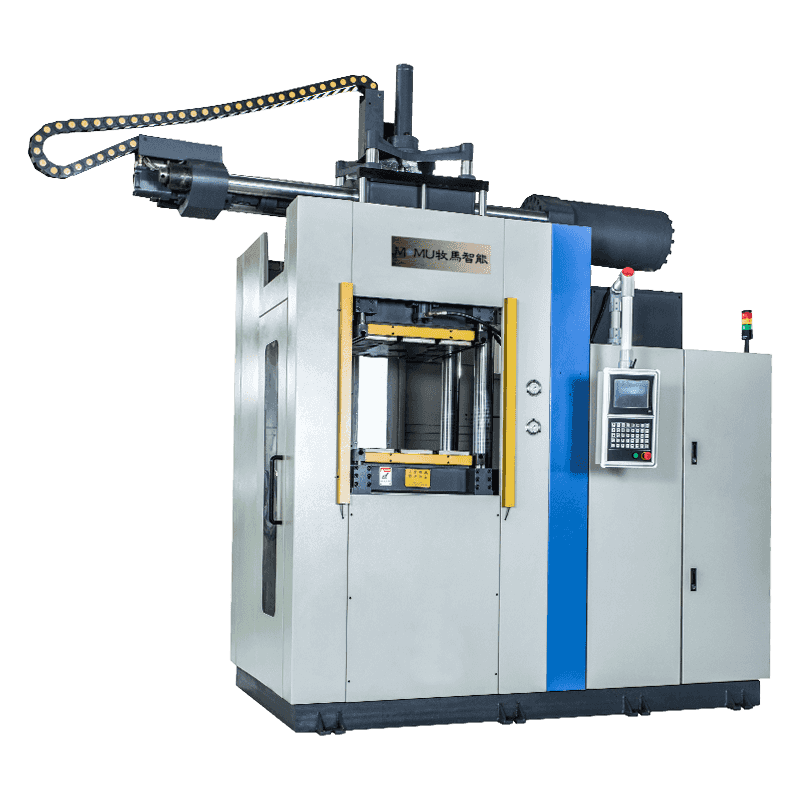
Unit Pengapit
Acuan LSR memerlukan daya pengapit yang sangat tinggi bagi setiap unit kawasan bahagian yang diunjurkan berbanding termoplastik, kerana kelikatan LSR yang rendah bermakna ia akan berkelip merentasi jurang garisan perpisahan yang minimum jika daya pengapit tidak mencukupi. Sistem togol dan pengapit hidraulik kedua-duanya digunakan, dengan mesin semua elektrik semakin diutamakan dalam persekitaran bilik bersih untuk kebersihan, kebolehulangan dan kecekapan tenaga. Keperluan daya pengapit dikira berdasarkan tekanan rongga didarab dengan luas unjuran bahagian ditambah sistem pelari.
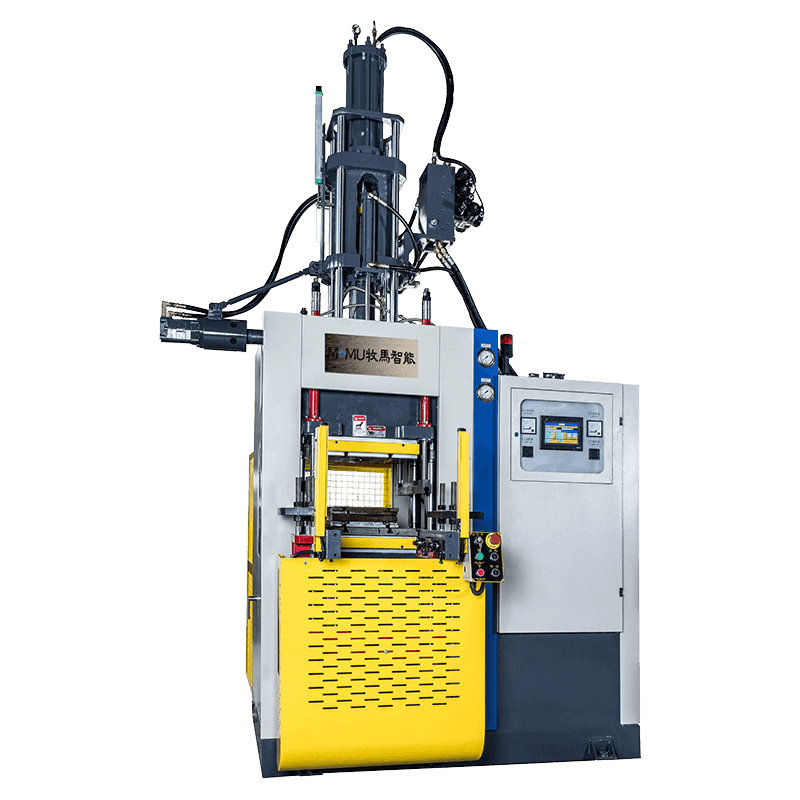
Perbandingan Mesin LSR: Hidraulik lwn. Semua-Elektrik
| Ciri | Mesin LSR Hidraulik | Mesin LSR Semua-Elektrik |
| Kebolehulangan | bagus | Cemerlang |
| Kesesuaian Bilik Bersih | Terhad (risiko pencemaran minyak) | Tinggi (tiada cecair hidraulik) |
| Penggunaan Tenaga | Lebih tinggi | 30–60% lebih rendah |
| Kos Modal | Lebih rendah | Lebih tinggi |
| Tahap Kebisingan | Lebih tinggi | Lebih rendah |
| Penyelenggaraan | Lebih kerap (pengedap hidraulik) | Kurang kerap |
| Kesesuaian Aplikasi Terbaik | Bahagian industri berdaya tinggi | Bahagian perubatan, gred makanan, ketepatan |
Industri dan Aplikasi yang Mendorong Permintaan Mesin LSR
Pertumbuhan pengacuan suntikan LSR sebagai kaedah pengeluaran terikat terus dengan set industri yang berkembang yang bergantung pada sifat bahan silikon dalam persekitaran penggunaan akhir yang menuntut. Setiap industri mempunyai keperluan khusus yang membentuk cara mesin LSR mesti dikonfigurasikan dan disahkan.
- Peranti perubatan: Biokeserasian LSR di bawah piawaian ISO 10993 dan keupayaan untuk disterilkan oleh autoklaf, EtO, dan sinaran gamma menjadikannya bahan pilihan untuk kateter, topeng pernafasan, pengedap untuk peranti implan dan genggaman instrumen pembedahan. Mesin yang digunakan untuk pengeluaran LSR perubatan lazimnya adalah semua elektrik, serasi bilik bersih dan dilengkapi dengan dokumentasi proses penuh untuk pematuhan peraturan.
- Produk bayi dan bayi: Pacifier, puting botol dan produk tumbuh gigi memerlukan silikon selamat bersentuhan makanan bebas daripada pemplastis dan BPA. Gred LSR yang diperakui kepada peraturan hubungan makanan FDA 21 CFR dan EU 10/2011 adalah standard, dan persekitaran pengeluaran mesti memenuhi kawalan kebersihan yang ketat.
- Automotif: LSR digunakan untuk pengedap grommet, but palam pencucuh, pengedap penderia dan komponen bawah hud yang mesti menahan suhu mampan dari -50°C hingga 200°C. Pengeluaran automotif volum tinggi biasanya menggunakan mesin hidraulik dengan acuan cold-runner berbilang rongga untuk kecekapan kos.
- Elektronik pengguna: Gasket kalis air, membran butang, hujung fon telinga dan pengedap peranti boleh pakai mewakili segmen yang berkembang pesat. Bahagian dinding nipis, berketepatan tinggi dengan toleransi dimensi yang ketat adalah perkara biasa, memihak kepada mesin semua elektrik dengan kawalan kelajuan suntikan tinggi.
- Pengedap perindustrian: Diafragma pam, pengedap injap dan gasket tahan kimia mengeksploitasi rintangan silikon terhadap ozon, sinaran UV dan spektrum bahan kimia yang luas. Ini cenderung kepada bahagian bahagian tebal yang dihasilkan pada mesin hidraulik pada peronggaan yang lebih rendah.
Faktor Kritikal Apabila Memilih Mesin Pengacuan Suntikan LSR
Memilih mesin LSR memerlukan penilaian spesifikasi teknikal dalam konteks bahagian khusus anda, volum pengeluaran dan persekitaran kawal selia. Beberapa faktor secara konsisten menentukan sama ada pelaburan mesin memberikan pulangan yang dijangkakan.
Saiz pukulan dan daya pengapit mesti dipadankan dengan bahagian yang diunjurkan dan kawasan pelari dan bukannya dianggarkan secara longgar. Kelikatan LSR yang rendah bermakna walaupun kekurangan daya pengapit yang sederhana menghasilkan denyar — filem nipis silikon terawat pada garisan perpisahan yang memerlukan pemangkasan manual dan meningkatkan kadar sekerap. Kira daya pengapit yang diperlukan sekurang-kurangnya 0.3 hingga 0.5 tan bagi setiap sentimeter persegi kawasan rongga yang diunjurkan, dan saiz mesin dengan margin di atas angka tersebut untuk menampung penambahan acuan atau perubahan reka bentuk pada masa hadapan.
Ketepatan kawalan suhu merentas acuan adalah sama pentingnya dengan prestasi pengapit dan suntikan mesin. Suhu acuan yang tidak sekata menghasilkan bahagian dengan penyembuhan yang tidak konsisten, variasi dimensi dan kecacatan permukaan. Nilaikan sama ada pengawal suhu acuan mesin menyokong pemetaan suhu berasaskan zon dan sama ada reka bentuk acuan menyediakan liputan saluran pemanasan yang mencukupi. Dalam aplikasi perubatan ketepatan, variasi suhu acuan lebih daripada ±2°C merentasi permukaan rongga biasanya tidak boleh diterima.
Keupayaan pemantauan proses dan pengelogan data telah menjadi tidak boleh dirunding untuk industri yang dikawal selia. Mesin LSR moden menyepadukan penderia tekanan rongga, kelajuan suntikan dan profil tekanan, pengelogan suhu acuan, dan pengesahan nisbah pemeteran ke dalam sistem pemantauan proses bersatu. Data ini diperlukan untuk pengesahan proses di bawah FDA 21 CFR Bahagian 820 dan ISO 13485 untuk peranti perubatan, dan semakin dituntut oleh pelanggan Tahap 1 automotif sebagai sebahagian daripada pakej dokumentasi PPAP.
Kecacatan Proses Biasa dan Cara Mencegahnya
Malah mesin yang dinyatakan dengan baik menghasilkan kecacatan apabila parameter proses hanyut atau keadaan acuan tidak diselenggara dengan betul. Menyedari punca utama kecacatan LSR biasa adalah penting bagi jurutera proses yang bertanggungjawab terhadap kualiti pengeluaran.
- kilat: Disebabkan oleh daya pengapit yang tidak mencukupi, permukaan garisan perpisahan yang haus, atau tekanan suntikan yang berlebihan. Alamat dengan mengesahkan pengiraan daya pengapit, memeriksa keadaan acuan, dan mengurangkan kelajuan suntikan semasa fasa pengisian.
- Isian tidak lengkap / pukulan pendek: Hasil daripada tekanan suntikan yang tidak mencukupi, pintu tersumbat, atau LSR yang telah sembuh separa dalam pelari sebelum mencapai rongga. Periksa diameter pagar, sahkan suhu tong berada dalam julat sasaran pelari sejuk, dan periksa untuk menghalang penawar daripada pencemaran.
- Kekakuan permukaan: Menunjukkan undercure, paling kerap disebabkan oleh nisbah A:B yang salah, suhu acuan terlalu rendah atau masa penyembuhan yang tidak mencukupi. Sahkan nisbah pemeteran dengan ujian pendispensan terkawal, periksa keseragaman suhu acuan, dan lanjutkan masa penyembuhan jika toleransi dimensi membenarkan.
- Pemerangkapan udara / lompang: Udara yang dimasukkan semasa mencampurkan atau disuntik dengan bahan menghasilkan buih di bahagian yang telah sembuh. Pastikan sistem pemeteran dibersihkan dengan betul sebelum pengeluaran, dan pastikan kelajuan suntikan tidak begitu pantas sehingga udara disedut masuk ke kawasan pintu masuk ke hadapan aliran LSR.
- Variasi dimensi antara tangkapan: Biasanya dikaitkan dengan ketidakkonsistenan pemeteran, turun naik suhu tong atau masa penyembuhan yang berubah-ubah akibat hanyut suhu acuan. Semak log pemantauan proses untuk mengenal pasti pembolehubah yang berkorelasi dengan anjakan dimensi, dan tentukur semula subsistem yang berkaitan.