Apakah Mesin Pemvulkan Getah Vakum dan Bagaimana Ia Berfungsi?
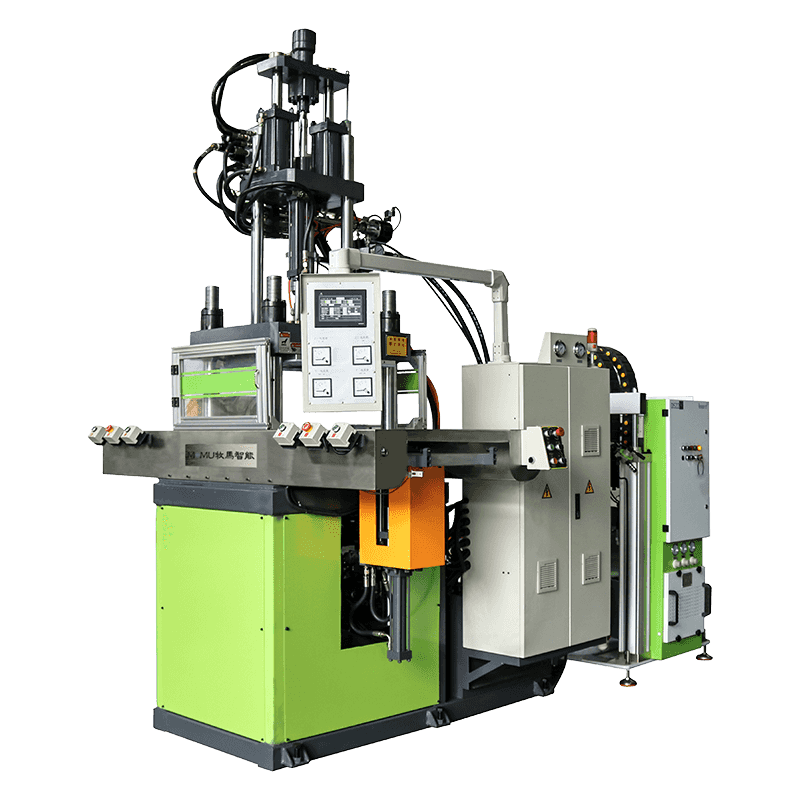
Mesin pemvulkan getah vakum ialah peralatan perindustrian khusus yang digunakan untuk menyembuhkan sebatian getah di bawah haba dan tekanan terkawal dalam persekitaran vakum. Pemvulkanan ialah proses kimia yang mengubah getah mentah atau terkompaun daripada keadaan lembut, lentur kepada bahan yang tahan lama, elastik dan tahan haba dengan membentuk pautan silang antara rantai polimer - biasanya melalui agen pengawetan berasaskan sulfur atau peroksida. Komponen vakum inilah yang membezakan mesin ini daripada pemvulkan tekan standard. Dengan mengosongkan udara dari rongga acuan sebelum dan semasa kitaran pengawetan, mesin menghilangkan poket udara terperangkap dan gas yang sebaliknya akan menyebabkan keliangan, lompang atau kecacatan permukaan dalam produk getah siap.
Mesin beroperasi melalui urutan peringkat automatik: pemuatan acuan, pemindahan vakum, aplikasi tekanan, pengawetan haba dan pelepasan acuan. Pemanasan biasanya dicapai melalui plat elektrik atau plat yang dipanaskan wap yang memindahkan haba secara seragam ke dalam sebatian getah. Pam vakum yang disambungkan ke ruang acuan tertutup menarik tekanan dalaman ke bawah — lazimnya antara -0.08 MPa dan -0.1 MPa — sebelum penekan ditutup dan menggunakan daya pengapit. Gabungan vakum, haba dan tekanan mekanikal ini memastikan geometri acuan kompleks diisi sepenuhnya dan bahagian yang diawet memenuhi spesifikasi kualiti dimensi dan permukaan.

Industri dan Aplikasi yang Bergantung pada Pemvulkanan Vakum
Mesin pemvulkan getah vakum digunakan merentasi pelbagai industri di mana kualiti dan konsistensi bahagian getah tidak boleh dirunding. Sektor automotif adalah salah satu pengguna terbesar, bergantung pada mesin ini untuk menghasilkan pengedap, gasket, gelang-O, peredam getaran dan komponen pengendalian bendalir yang mesti berfungsi dengan pasti dalam keadaan terma dan mekanikal yang menuntut. Dalam industri aeroangkasa, pemvulkanan vakum digunakan untuk komponen getah ketepatan di mana lompang mikroskopik pun boleh menjejaskan integriti sistem pengedap kritikal.
Industri peranti perubatan menggunakan mesin pemvulkanan vakum untuk mengeluarkan silikon dan bahagian getah khusus yang mesti memenuhi piawaian biokompatibiliti dan toleransi dimensi yang ketat. Pengilang elektronik menggunakannya untuk menghasilkan komponen penebat dan pelekap pengasingan getaran. Industri kasut menggunakan teknologi untuk ikatan tunggal dan komponen getah acuan. Dalam setiap kes, persekitaran vakum adalah penting untuk mencapai kemasan permukaan, ketumpatan dalaman dan prestasi mekanikal yang pemvulkanan akhbar standard tidak dapat disampaikan dengan pasti.
Parameter Proses Utama dan Cara Mengawalnya
Menghasilkan bahagian getah tervulkan yang konsisten dan bebas kecacatan memerlukan pengurusan tepat beberapa parameter proses yang saling bergantung. Memahami perkara yang dilakukan oleh setiap parameter — dan cara sisihan mempengaruhi output — adalah asas untuk mengendalikan mesin pemvulkanan vakum dengan berkesan.
Suhu Pemvulkanan
Suhu adalah pemacu utama tindak balas pemvulkanan. Kebanyakan sebatian getah menyembuhkan dalam julat 150°C hingga 200°C, dengan suhu optimum khusus bergantung pada formulasi sebatian dan sistem pengawetan yang digunakan. Suhu yang terlalu rendah mengakibatkan pengawetan kurang - getah akan menjadi lembut, lemah, dan mungkin menunjukkan kelekitan atau pemautan silang yang tidak lengkap. Suhu yang terlalu tinggi menyebabkan pengawetan atau pembalikan yang berlebihan, di mana rangkaian polimer merosot dan getah kehilangan kekuatan dan keanjalan. Keseragaman suhu plat di seluruh permukaan acuan adalah sama penting; kecerunan suhu lebih daripada lima hingga sepuluh darjah Celsius merentasi acuan boleh menyebabkan penyembuhan tidak sekata dan pengecutan perbezaan.
Masa Pengawetan
Masa pengawetan ditentukan oleh data reologi kompaun — khususnya nilai T90 daripada ujian rheometer mati bergerak (MDR), yang menunjukkan masa yang diperlukan untuk mencapai sembilan puluh peratus tork maksimum (ketumpatan pautan silang) pada suhu sasaran. Masa penyembuhan biasanya berkisar antara dua hingga tiga puluh minit bergantung pada jenis kompaun, ketebalan bahagian dan suhu. Untuk bahagian tebal, masa tambahan mesti diambil kira untuk membolehkan haba menembusi ke teras. Menggunakan masa penyembuhan yang terlalu singkat adalah salah satu punca kegagalan lapangan yang paling biasa dalam produk getah.
Tahap dan Masa Vakum
Vakum mesti mencapai tahap sasaran sebelum penekan ditutup dan pengawetan bermula. Kebanyakan operasi menyasarkan tahap vakum -0.095 MPa hingga -0.1 MPa. Masa pemindahan — lazimnya lima belas hingga enam puluh saat — mestilah mencukupi untuk membersihkan udara sepenuhnya dari kedua-dua rongga acuan dan mana-mana saluran pembuangan. Jika kitaran pam vakum terlalu pendek, sisa udara akan dimampatkan dan bukannya dikeluarkan apabila penekan ditutup, menyebabkan lompang bawah permukaan. Menguji prestasi pam secara kerap dan memeriksa kebocoran dalam talian vakum dan pengedap acuan adalah penting untuk mengekalkan kualiti pemindahan yang konsisten.
Tekanan Pengapit
Tekanan pengapit memastikan bahagian acuan tetap tertutup semasa pemvulkanan dan memampatkan sebatian getah untuk mengisi geometri rongga sepenuhnya. Tekanan pengapit yang tidak mencukupi membolehkan denyar terbentuk pada garisan perpisahan dan boleh mengakibatkan bahagian tidak terisi. Tekanan yang berlebihan boleh merosakkan acuan atau menyebabkan sebatian terperah keluar dari rongga sebelum penggelapan berlaku. Tekanan pengapit biasa untuk pemvulkanan getah berjulat dari 10 hingga 25 MPa bergantung pada kelikatan sebatian dan geometri bahagian.
Kecacatan Biasa dan Cara Mendiagnosisnya
Walaupun dengan mesin yang ditentukur dengan baik, kecacatan boleh muncul pada bahagian getah tervulkan. Mengenal pasti punca dengan cepat meminimumkan sekerap dan masa terhenti pengeluaran. Jadual berikut meringkaskan kecacatan yang paling kerap dihadapi dan kemungkinan puncanya:
| Kecacatan | Kemungkinan Punca | Tindakan Pembetulan |
| Keliangan / Lompang Dalaman | Masa vakum atau pemindahan tidak mencukupi | Semak prestasi pam; memanjangkan masa pemindahan |
| Permukaan Melepuh | Kelembapan dalam sebatian atau acuan | Kompaun pra-kering; bersih dan panaskan acuan |
| Kurang sembuh (Bahagian Lembut) | Suhu rendah atau masa penyembuhan tidak mencukupi | Sahkan penentukuran suhu plat; memanjangkan masa penyembuhan |
| Denyar Berlebihan | Tekanan pengapit rendah atau garis pemisah acuan haus | Meningkatkan tonase akhbar; memeriksa dan memperbaharui acuan |
| Tangkapan Pendek / Kawasan Tidak Terisi | Berat cas kompaun tidak mencukupi | Kira semula berat cas; laraskan prabentuk kompaun |
| Variasi Dimensi | Suhu tidak konsisten atau daya pengapit | Kalibrasi sensor; melakukan penyelenggaraan akhbar secara berkala |
Cara Memilih Mesin Pemvulkan Getah Vakum yang Betul
Memilih mesin yang betul memerlukan pemadanan spesifikasi peralatan dengan permintaan aplikasi pengeluaran khusus anda. Kriteria penilaian utama termasuk saiz plat, tan tekan, kapasiti sistem vakum, julat suhu dan kecanggihan sistem kawalan.
- Saiz plat mesti menampung acuan terbesar yang anda ingin jalankan, dengan margin yang mencukupi untuk mengekalkan pengagihan suhu seragam. Saiz plat standard berjulat daripada 200 mm × 200 mm untuk pengeluaran bahagian kecil sehingga 1000 mm × 1000 mm atau lebih besar untuk aplikasi industri.
- Tekan tonase mesti dipadankan dengan kawasan unjuran acuan anda dan kelikatan sebatian getah anda. Sebagai garis panduan am, kira daya yang diperlukan dengan mendarabkan kawasan unjuran rongga acuan dengan tekanan pengapit sasaran, kemudian tambah margin keselamatan sekurang-kurangnya dua puluh peratus.
- Kapasiti pam vakum — diukur dalam liter seminit — sepatutnya mencukupi untuk mengosongkan ruang acuan ke paras vakum sasaran dalam masa lima belas hingga tiga puluh saat. Isipadu acuan yang lebih besar memerlukan pam berkapasiti lebih tinggi untuk mengelakkan masa kitaran yang dilanjutkan.
- Spesifikasi julat suhu dan keseragaman hendaklah disahkan terhadap keperluan pengawetan kompaun anda. Kebanyakan mesin tujuan umum beroperasi sehingga 200°C, manakala mesin khusus untuk sebatian silikon atau fluoroelastomer suhu tinggi mungkin memerlukan 250°C atau lebih tinggi.
- Keupayaan sistem kawalan menentukan berapa banyak fleksibiliti proses dan pengelogan data yang boleh anda capai. Pengawal logik boleh atur cara (PLC) dengan antara muka skrin sentuh membenarkan profil penawar berbilang peringkat, penjujukan vakum automatik dan penyimpanan rekod pengeluaran — semuanya berharga untuk pengurusan kualiti dan kebolehulangan proses.
Amalan Penyelenggaraan Rutin Yang Melindungi Prestasi Mesin
Mesin pemvulkan getah vakum mewakili pelaburan modal yang besar, dan penyelenggaraan yang konsisten adalah penting untuk melindungi pelaburan tersebut sambil memastikan kebolehpercayaan pengeluaran. Sistem vakum memerlukan perhatian yang paling tinggi — minyak pam vakum perlu diperiksa dan ditukar mengikut jadual pengilang, biasanya setiap tiga hingga enam bulan di bawah keadaan pengeluaran berterusan. Sambungan talian vakum, gasket, dan pengedap acuan harus diperiksa setiap minggu untuk haus atau kebocoran, kerana kebocoran kecil pun menjejaskan prestasi pemindahan dengan ketara.
Penderia suhu plat dan transduser tekanan hendaklah ditentukur setiap suku tahun menggunakan instrumen rujukan yang diperakui untuk memastikan bahawa nilai yang dipaparkan mesin mencerminkan keadaan proses sebenar. Tahap cecair hidraulik dan keadaan penapis perlu dipantau setiap bulan. Permukaan acuan hendaklah dibersihkan selepas setiap pengeluaran dijalankan untuk mengelakkan pembentukan sisa getah, yang boleh menyebabkan melekat, kecacatan permukaan pada bahagian seterusnya dan kehausan acuan dipercepatkan. Menyimpan log penyelenggaraan terperinci — merekodkan semua pemeriksaan, perubahan bendalir, penentukuran dan peristiwa kerosakan — menyediakan data sejarah yang diperlukan untuk mengenal pasti masalah yang timbul sebelum ia menyebabkan masa henti yang tidak dirancang.
Memaksimumkan Kualiti Output dan Kecekapan Pengeluaran
Di luar pemilihan dan penyelenggaraan mesin, mencapai kualiti keluaran tinggi secara konsisten daripada a mesin pemvulkan getah vakum bergantung kepada disiplin proses. Penyediaan kompaun menyeragamkan — termasuk berat prabentuk yang konsisten, bentuk dan penempatan dalam acuan — menghapuskan salah satu sumber variasi bahagian-ke-bahagian yang paling biasa. Menggunakan agen pelepas dengan betul dan konsisten mengelakkan melekat tanpa mencemarkan permukaan getah atau menjejaskan ikatan dalam bahagian komposit. Mewujudkan resipi penawar yang didokumenkan untuk setiap produk dan mengunci resipi tersebut dalam sistem kawalan mesin menghalang perubahan parameter secara tidak sengaja yang membawa kepada pengeluaran yang tidak mematuhi.
Kaedah kawalan proses statistik (SPC) digunakan untuk pengukuran keluaran utama — berat bahagian, dimensi kritikal dan kekerasan — memberikan amaran awal apabila proses hanyut berlaku, membenarkan tindakan pembetulan sebelum kuantiti yang banyak sekerap dihasilkan. Untuk operasi volum tinggi, menyepadukan output data mesin dengan sistem pelaksanaan pembuatan (MES) membolehkan pemantauan dan kebolehkesanan pengeluaran masa nyata, yang semakin diperlukan oleh pelanggan automotif dan perubatan sebagai sebahagian daripada keperluan kualiti pembekal mereka. Merawat mesin pemvulkanan sebagai instrumen ketepatan dan bukannya penekan komoditi ialah pemikiran yang memisahkan operasi getah berprestasi tinggi secara konsisten daripada operasi getah yang bergelut dengan masalah kualiti dan hasil yang kronik.